این مطلب در مورد بهرهبرداری ایمن از ظروف تحت فشار بیش از ۰٫۵ بار مطابق با دستورالعملهای مورد تایید استاندارد ملی میباشد. مخازن تحت فشار Pressure Vessels)) معمولاً مخازنی استوانهای یا کروی هستند که طبق استاندارد ASME Section VIII، فشار طراحی داخل آن بین psi 15 تا ۳۰۰۰ psi است. این مخازن برای نگهداری و یا انجام فرآیندهای شیمیایی مایعات یا گازها به کار گرفته میشوند و توانایی مقاومت در برابر فشار داخلی یا فشار خارجی و خلاء در داخل را دارند.
مخازن تحت فشار میتوانند بسیار خطرناک باشند و حوادث منجر به مرگ بسیاری در طول دوره توسعه و بهره برداری آنها رخ دادهاست. به همین دلیل، طراحی، ساخت و بهره برداری از مخازن تحت فشار توسط مقامات مهندسی و قانون، حمایت میشوند. تعریف مخزن فشار از کشوری به کشور دیگر متفاوت است. استاندارد اصلی برای طراحی این مخازن ASME Section VIII میباشد که توسط انجمن مهندسان مکانیک آمریکا (American Society of Mechanical Engineers) تدوین شده و هر چهار سال یک بار مورد بازنگری قرار میگیرد.
طراحی مخزن فشار شامل مولفههایی مانند حداکثر فشار عملیاتی و درجه حرارت ایمن، ضریب ایمنی، میزان خوردگی مجاز و حداقل دمای طراحی (برای شکست ترد) است. مخازن با استفاده از آزمایشهای غیر مخربی مانند تست اولتراسونیک، رادیوگرافی و آزمایش فشار از نظر صحیح بودن نحوهی طراحی، بررسی میشوند.
تعاریف، مفاهیم و اصطلاحات:
دیگ: مجموعهای که برای تولید بخار، آب داغ و آب گرم با فشار بالاتر از فشار یک اتمسفر استفاده میشود.
مخزن تحت فشار:کلیه مخازنی است که فشار کاری آن بالاتر از فشار َجو است و به منظور نگهداری گازها یا مایعات تحت فشار طراحی و ساخته میشوند. ظروف تحت فشار به شکل استوانهای، تخت، مخروطی، بیضوی، نیمکره و یا به شکل کروی طراحی شده و انواع استوانهای به دو صورت عمودی و یا افقی نصب میشوند. برجهای فرآیندی، راکتورها، مبدلهای حرارتی و … از انواع مخازن تحت فشار به شمار میآیند.
گواهی کردن: رویهای که طی آن یک سازمان بازرسی شخص سوم تایید صلاحیت شده، به صورت مکتوب اطمینان میدهد محصول، فرآیند، یا خدمت انجام شده با الزامات مشخص شده مطابقت دارد.
انطباق: به برآورده شدن الزامات مشخص اطلاق میشود.
تولید: فرآیندهایی شامل طراحی، ویژگیهای مواد، ساخت، بازرسی، آزمایش، آزمون و ارزیابی انطباق دیگها و مخازن تحت فشار میباشد.
آزمون: فعالیتی به منظور اینکه یک یا چند ویژگی یک محصول، فرآیند یا خدمت، یک یا چند الزام مشخص با روشهای مشخص را برآورده مینماید.
آزمایش: فعالیتی که مطابق با روش اجرایی تائید شده توسط کارکنان تایید صلاحیت شده، به منظور ارزیابی انطباق محصولات، فرآیندها یا خدمات ارائه شده با معیار پذیرش مشخص انجام میشود.
بازرسی:فعالیتی به منظور بررسی انطباق نتایج آزمونها با آزمایشهای لازم، با الزامات تعیین شدهاست.
تولید کننده: شخص حقوقی که مسئول تولید ظروف تحت فشار مطابق با مشخصات زیر است:
– الزامات استاندارد مربوط به دیگها و مخازن تحت فشار مورد نظر– مشخصات فراهم شده توسط طرف قرارداداستاندارد: سند منتشر و تائید شده توسط سازمان ملی استاندارد ایران است که برای استفاده مکرر صنایع با ذکر الزامات اجباری و راهنماها است. (در صورت نبود استاندارد ملی، استانداردهای بین المللی، منطقهای و استانداردهای ملی کشورهای دیگر که مورد تایید سازمان ملی استاندارد ایران میباشند نیز میتوانند استفاده شوند.
سازمان بازرسی شخص سوم: سازمانی که ظروف تحت فشار را مطابق با آن چه از طریق استانداردها تهیه شدهاست، انجام داده و از تولید کننده، طرف قرارداد، مالک و کاربر مستقل میباشد. این سازمان یا شرکت مسئولیت نظارت، بازرسی و تهیه گزارش کیفیت از فعالیتهای اجرایی پیمانکار مطابق با قرارداد را به عهده دارد.
فشار کاری: فشار کاری ظروف در حین کار کردن را گویند.
فشار طراحی:فشار تعیین شده در محاسبات طراحی توسط طراح و طبق استانداردهای به کار گرفته شده که جهت تعیین حداقل ضخامت مجاز برای اجزای مختلف ظرف تحت فشار در نظر گرفته میشود و معمولاً ۱۱% بیشتر از فشار عملیاتی آن می باشد و یا۳۰ psi است (هرکدام که بزرگ تر باشد). چنانچه مخزن دارای ارتفاع قابل توجهی باشد (بیشتر از ۱۱ متر) لازم است که فشار استاتیکی ناشی از وزن سیال نیز به رقم مزبور اضافه شود.
بیشترین فشار کاری مجاز: بیشترین فشار مجاز راهاندازی ظروف تحت فشار مطابق با الزامات طراح و بر اساس محاسبات طراحی شده، فشاری است که تحت آن، ضعیف ترین عضو مجموعه به نقطه نهایی تنش تسلیم خود میرسد و این در حالی است که ظرف در شرایط زیر قرار داشته باشد: خوردگی، دمای طراحی، وضعیت جغرافیایی طبیعی، تأثیر بارگذاری های گوناگون از قبیل باد، فشار خارجی و فشار هیدرواستاتیک .
فشار هیدرواستاتیک: به ۱٫۹ برابر بیشترین فشار مجاز کاری یا فشار طراحی (درصورتی که نتوان بیشینهی فشار مجاز کاری را تعیین کرد) اطلاق میشود.
برنامه کنترل کیفیت و بازرسی Quality Control Plan (QCP)) (Inspection Test Plan (ITP):
سندی است که در آن برای کلیه فعالیتهای تست و بازرسی برنامه ریزی شدهاست و در آن نقش کلیهی سازمانهای بازرسی، نوع آزمایشها و فعالیتها، معیار و استاندارد مرجع آنها، مدارک لازم و گاهی مسئولیتها و چارت سازمانی پروژه مشخص شدهاست.
خوردگی مجاز: بیشترین حد مجاز خوردگی در طول مدت عمر کاری ظرف طراحیشده که مقدار کمینهی ضخامت طراحی شده را تحت کنترل خواهد داشت.
همترازی: هم تراز بودن لبههای آمادهسازی شده برای جوشکاری را تعیین می نماید.
هیدروتست:آزمایش استحکام و نشتی با فشار آب است.
انواع ظروف تحت فشار و کاربری آنها :
مخازن تحت فشار از دیدگاههای مختلف به شرح ذیل تقسیم بندی میشوند:
چیدمان: افقی یا عمودی
نوع سیال نگهداری شونده: گاز یا مایع
ضخامت جداره: جدارهی نازک یا ضخیم
هندسه مخزن: کروی، استوانهای و مخروطی
به صورت تئوری، مخازن تحت فشار میتوانند تقریباً هر شکلی داشتهباشند، اما بیشتر به شکل بخشهایی از کرهها، سیلندرها و مخروطها ساخته میشود. شکل متداول آن یک استوانه با دو عدسی یا کلاهک در دو انتها است. در تئوری، مخازن تحت فشار کروی با ضخامت جدارهی یکسان، دو برابر مخازن تحت فشار استوانهای استحکام دارند و ایدهآل ترین شکل برای ساخت مخازن تحت فشار هستند؛ ولی ساخت این مخازن دشوارتر و پرهزینهتر است به همین دلیل اکثر مخازن، شکل استوانهای با کلاهکهای نیمه-بیضی با نسبت ۱به۲ دارند. معمولاً مخازن کوچکتر را از یک لوله و دو کلاهک میسازند.
جنس مخازن
از لحاظ تئوری هر مادهای که دارای مشخصات کششی مناسب باشد و در کاربردهای مختلف از لحاظ شیمیایی پایدار باشد را میتوان جهت ساخت مخازن استفاده کرد. بیشتر مخازن تحت فشار از فولاد ساخته میشوند. بعضی از مخازن تحت فشار از مواد کامپوزیتی ساخته شدهاند که در آنها رشتههای ضخیم کامپوزیتی به وسیله الیاف کربن و نوعی پلیمر مهار شده است. به دلیل مقاومت کششی بسیار بالای الیاف کربن، این مخازن میتوانند بسیار سبک باشند، اما در نهایت ساخت این مخازن بسیار مشکل است. کامپوزیت میتواند در اطراف یک بوش فلزی پیچانده شود و یک مخزن تحت فشار کامپوزیتی را شکل دهد. استاندارد ASME تولیدکننده را مجبور به انتخاب موادی میکند که علاوه بر استحکام مکانیکی مناسب، استحکام در مقابل ضربه را نیز داشتهباشد. همچنین برای محیطها و سیالاتی که موجب خوردگی کربن استیل میشوند، لازم است که از موادی با قابلیت مقاومت در برابر خوردگی استفاده شود. سطوح داخلی مخازن تحت فشار را میتوان با مواد فلزی، سرامیکی و پلیمری برای محافظت در برابر سیال داخل محفظه پوشش داد. این پوشش میتواند درصد زیادی از فشار محفظه را تحمل کند. در طراحی مخازن فلزی تحت فشار با توجه به این استاندارد، عمدتا جنس مورد استفاده در بدنه از فولاد با مشخصات A516 70 و برای سازهی مخزن معمولا از فولاد A-36 و برای فلنج و لوله کشی از فولاد A-105 استفاده میشود و تمامی لولهها در این استاندارد بدون درز یا همان Seamless pipe هستند.
جهت آشنايي با ديگر خدمات شرکت مادکودر حوزه HSEبه صفحات ذيل مراجعه نموده و اطلاعات متنوعي دريافت نمائيد :
مخازن تحت فشار در صنعت پتروشیمی و نفت و همچنین اغلب صنایع اصلی نظیر نیروگاهها و… از کاربرد ویژهای برخوردار است. نمونههای دیگر از کاربرد آن میتوان مخازن تحت فشار استوانهی غواصی، برج های تقطیر، اتوکلاو، راکتورهای هستهای، زیر دریایی وکشتی، مخازن پنوماتیکی و هیدرولیکی تحت فشار و مخازن ذخیره گازمایع، مانند آمونیاک، کلر، پروپان و بوتان نام برد. یکی دیگر از کاربردهای مخازن تحت فشار، استفاده به عنوان مخزن ذخیرهی آب پشت پمپهای آب ساختمان است. استفاده از مخزن تحت فشار باعث میشود تا نیاز نباشد پمپ آب پیوسته با هر بار باز و بسته شدن شیر آب واحدها روشن شود. یک کاربرد منحصر به فرد از یک مخزن تحت فشار، کابین هواپیمای مسافربری است. پوستهی بیرونی وظیفهی حمل بارهای مانور هواپیما و همچنین تحمل فشار کابین را بر عهده دارد.
تعریف مولد بخار
مولد بخار یک مخزن تحت فشار است که در آن سیال عامل، گرم شده و مورد استفاده قرار میگیرد. آب به عنوان سیال عامل اکثر مولدهای بخار، با ظرفیت حرارتی بالا توان ذخیره انرژی مورد نیاز را دارد. مولدهای بخار آب گرم و آب داغ معمولاً از ظرفیت ۸۰۰۰۰-۱۶۰۰۰۰۰۰ Kcal/hr و از فشار ۲ – ۲۰ bar تولید میشوند. این مولدهای بخار معمولاً در سیستمهای گرمایش مرکزی (موتورخانه ها) برای تولید آب گرم رادیاتور، فن کویل، Unit Heater، گرمایش از کف و … مورد استفاده قرار میگیرد. مولدهای بخار، در فشار۱ bar به بالا تولید میشوند و معمولاً در سیستمهای گرمایش مرکزی (موتورخانه)، نیروگاه، صنایع پتروشیمی، صنایع غذایی، بیمارستانها، صنایع قند، صنایع لاستیک، کارخانجات سیمان، صنایع نساجی، صنایع چوب، برجها، هتلها، سونا بخار، چرم سازی، سالن رنگ، خشک شویی، اتوکلاو و… مورد استفاده قرار میگیرد. استفاده از مولد بخار در موتورخانه آب گرم و بخار یکی از روشهای تاسیسات مرکزی به شمار میرود.
مولدهای بخار (آب گرم و بخار):
هر دو برای گرمایش و فرآیندهای گرمایی استفاده میشوند.
هر دو برای فشارهای کاری بالا و پایین طراحی میشوند.
بازهی استفاده از سوختهای گوناگونی همچون گاز طبیعی، گازوئیل، زغال سنگ، برق و گاهی پسماندهای کشاورزی و صنعتی را دارند. اگر چه در ایران به دلیل در دسترس بودن گاز طبیعی و گازوئیل، بیشتر از این دو نوع سوخت استفاده میشود.
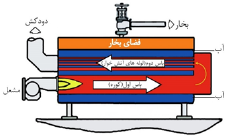
از مهمترین دستهبندی مولدهای بخار، میتوان به عنوان لوله آبی و لوله آتشین (لوله دودی) اشاره کرد. مولدهای بخار لوله آبی، مولدهای بخاری هستند که آب تاسیسات در درون لولهها در گردش باشد و مولدهای بخار لوله دودی از نوع مولدهای بخاری هستند که مواد حاصل از احتراق در درون لولههای مولد بخار عبور میکنند. مقایسهی اجمالی از این دو نوع اصلی مولد بخار در زیر ذکر شدهاست: به دلیل حجم زیاد آب اطراف لولهها در مولد بخار لوله دودی، راهاندازی و وارد خط شدن آنها بیشتر از مولدهای بخار لوله آبی زمان میبرد. در تولید بخار یا مولدهای بخار لوله دودی، کیفیت بخار تولیدی پایین است، زیرا در آنها درام (محفظهای برای جدا کردن آب و بخار) استفاده نمیشود. لذا استفاده از این مولدهای بخار در مواقعی است که از بخارآنها برای مصارف حساس استفاده نشود. دیگهای بخار لوله دودی به دلیل بزرگ بودن قطر پوسته و همچنین قطر کورهی آنها در مقایسه با قطر لولههای دیگهای بخار لوله آبی معمولاً در فشارهای تا ۳۰ bar و ظرفیت تولید بخار تا ۳۲ تن بر ساعت به کار می روند. در دیگهای بخار لوله آبی به دلیل کوچک بودن قطر لولههای رابط بین درامها در مقایسه با قطر بزرگ پوستهی دیگهای بخار لوله دودی، امکان بالا بردن فشار تا بیش از ۱۰۰ bar وجود دارد و تا ظرفیتهای بالای ۳۰۰ تن بر ساعت می توانند بخار تولید کنند و عمدتا در نیروگاهها، پالایشگاهها و در زمانی که نیاز به بخار با تناژ بالا، فشار بالا و دمای بسیار بالا (خشک) میباشد به کار گرفته میشوند.
دسته بندی مولدهای بخار لوله دودی
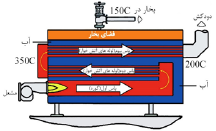
یکی از روشهای دسته بندی مولدهای بخار لوله دودی، بر اساس تعداد پاسهای آنها است؛ یعنی تعداد دفعاتی که گازهای داغ احتراقی از درون مولد بخار عبور میکنند. محفظهی احتراق به عنوان پاس اول بوده و پس از آن لولههای آتشخوار به عنوان پاسهای بعدی بر شمرده میشوند. رایجترین نوع مولد بخار لوله دودی در این گروه، مولد بخار سه پاس است که در آن از دو پاس لولههای آتشخوار استفاده شده و گازهای خروجی از پشت یا بالای مولد بخار خارج میشوند.
مولدهای بخار لوله دودی را بر این اساس میتوان به موارد زیر تقسیم بندی کرد:
۱٫ مولدهای بخار تک پاس لوله دودی
۲٫ مولدهای بخار دو پاس لوله دودی
۳٫ مولدهای بخار کوره برگشتی لوله دودی
۴٫ مولدهای بخار سه پاس لوله دودی
۵٫ مولدهای بخار چهار پاس لوله دودی
۶٫ مولدهای بخار لوله دودی به انواع پشت تر و پشت خشک نیز دسته بندی میشوند.
مولدهای بخار دو پاس لوله دودی
مولدهای بخار لوله دودی دو پاس دارای یک کوره و یک مسیر برگشت از لولهها هسند. این نوع از مولدهای بخار دارای بازده پایینتری نسبت به انواع مولدهای بخار لوله دودی هستند و بیشتر در نمونههای پشت خشک مورد استفاده قرار میگیرند و امروزه تولید آنها رو به اتمام است.
مولدهای بخار کوره برگشتی:
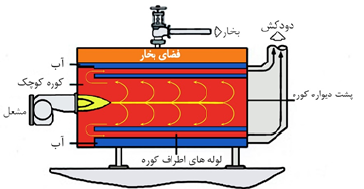
مولدهای بخار کوره برگشتی بازده بالاتری نسبت به مولدهای بخار دو پاس دارند و بیشتر انرژی خود را در کوره منتقل میکنند. به این نحو که با تولید آتش توسط مشعل و ورود آن به قسمت کوره، آتش دو بار مسیر کوره را در یک رفت و برگشت طی میکند و به لولههای پاس وارد شده و از دود کش خارج میشود. این نوع از مولدهای بخار بازدهی بین ۷۰ الی۸۰ درصد دارند. استفاده از اکونومایزرها نیز در این نوع از مولدهای بخار بسیار رواج دارد که بازده سیستم را تا ۵% افزایش میدهد.
این نوع مولد بخار به ندرت برای تولید بخار مورد استفاده قرار میگیرد و بیشتر برای تولید آب گرم از آن استفاده میشود؛ اما ساخت نمونه بخار آن بلامانع است.
مولدهای بخار سه پاس لوله دودی
مولدهای بخار لوله دودی سه پاس، رایجترین این نوع مولد میباشند که با بازدهی تا ۸۶% مورد استفاده قرار میگیرند. این نوع از مولدهای بخار با سه مسیر رفت و برگشت، آتش را هدایت میکنند تا انرژی خود را به آبی که در اطراف آن وجود دارد منتقل سازند. در مولدهای بخار سه پاس از سه نوع کوره استفاده میشود (کورهی معمولی، کورهی هوپ دار و کورهی کوروگیت).
موتورخانه بخار
موتور خانه بخار شامل بخشهای کلی زیر است:
۱٫ سیستم تغذیه آب، وظیفهی تامین آب مناسب برای مولد بخار را به عهده داشته و آن را به صورت خودکار با میزان نیاز مولد بخار هماهنگ میکند.
۲٫ سیستم تولید بخار، وظیفهی تامین بخار را بر عهده دارد. بخار تولیدی مستقیما از طریق سیستم لوله کشی به نقطهی مصرف هدایت میشود. در این سیستم، فشار بخار تولیدی توسط ادوات ابزار دقیق کنترل میشود.
۳٫ سیستم سوخت رسانی، وظیفه تامین سوخت مولد بخار برای تولید بخار را بر عهده دارد. تجهیزاتی که در این سیستم استفاده می شوند، به نوع سوخت مصرفی بستگی دارد.
۴٫ سیستم کنترلی، برای کنترل ارتباط بین سیستمها و ادوات مورد استفاده از حسگرها و تجهیزاتی که در ادامه توضیح داده خواهد شد، استفاده میکند.
دیگ روغن داغ (Hot Oil Boiler)
دیگهای روغن داغ از رقبای مهم دیگ بخار هستند. در سیستمهای گرمایشی صنعتی، عمدتا از آب و بخار به عنوان سیال عامل و حامل گرما استفاده میشود.
اما در دماهای بالا کار کردن با بخار و آب نیازمند فشارهای کاری بالاتر میباشد که از نظر هزینه مقرون به صرفه نبوده و فاقد ضریب ایمنی بالا است. به همین خاطر در کاربریهای با دمای بالا مانند گرمایش گاز طبیعی، گرمایش نفت خام، گرمایش غیر مستقیم با بخار و مانند آن، از روغن داغ برای انتقال گرما استفاده میشود. روغن داغ تا دمای ۳۰۰ درجه سانتیگراد درفشاری نزدیک به فشار اتمسفر کار میکند. جهت دستیابی به دمای ۳۰۰ درجه سانتیگراد به وسیله سیال آب و بخار نیازمند فشار کاری معادل ۸۵ bar می باشد. علاوه بر فشارهای کاری پایینتر، استفاده از روغن داغ به جای آب و بخار در دماهای بالا، مزیتهای متعدد دیگری نیز دارد که از آن جمله میتوان به موارد زیر اشاره کرد:
حجم کوچک
صرفه جویی در مصرف سوخت
قابلیت نصب و راه اندازی در فضای ساده
راهبری و هدایت آسان
ظرفیت حرارتی نامحدود
عدم وجود خطر خوردگی و صدمات ناشی از انجماد
سر و صدای بسیار کمتر در مقایسه با دیگهای بخار
عدم اتلاف حرارتی ناشی از چگالش
عدم نیاز به عملیات مقدماتی تغذیه آب
زمان کمتر برای رسیدن به دمای مورد نظر در مقایسه با دیگهای بخار
طراحی دقیق و ایمن دیگهای روغن داغ، به منظور بهرهگیری بهینه از آن در کاربریهای دما بالا بسیار حائز اهمیت است. مزیت دیگهای روغن داغ اﻳن است ﻛه هر دمایی را میتوان از اﻳن نوع دیگ تحوﻳل گرفت؛ اما از مشکلات دیگهای روغن داغ میتوان به کثیف بودن روغن و پایین بودن ضرﻳب انتقال حرارت روغن اشاره کرد.
دیگ نمک مذاب (Molten Salt Boiler)
به دلیل محدود بودن نقطهی ذوب مواد مختلف در دماهای بالا، نمیتوان از سیالاتی همچون آب، روغن و… جهت انتقال حرارت استفاده نمود. بنابراین در دماهای بالا تا ۵۵۰ درجه سانتیگراد از نمک مذاب به عنوان سیال انتقال حرارت استفاده میکنند. برای استفاده از نمک مذاب جهت بالا بردن درجه حرارت، نیازی به بالا بردن فشار نیست. از این دستگاه میتوان در تولید اکسید آلومینیوم، ملامین سازی، راکتورها، انرژی خورشیدی و به طور کلی هر جا که نیاز به دمای بالا باشد استفاده نمود.
در صورت تمایل به اطلاع از فعالیتهای آموزشی شرکت مادکو میتوانید به صفحهی اختصاصی آموزش در شرکت مادکو مراجعه فرمایید.
تجهیزات اصلی:
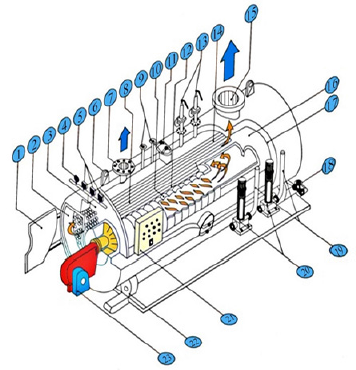
مولدهای بخار شامل تجهیزات و ادوات تولیدکنندهی بخار، ابزار دقیق و تجهیزات کنترلی برای سیستمهای تحت فشار میباشند که در شکل زیر نمایی از تجهیزات و ادوات مورد استفاده در مولدهای بخار لوله دودی به صورت یک شکل برش خورده آورده شدهاست.
از قطعات به کار رفته در این تجهیز میتوان به موارد زیر اشاره کرد:
درب جلویی
محفظه برگشت
بدنه مولد بخار
فشار سنج
سوئیچ های فشار
قلاب های حمل و نقل
خروجی اصلی مولد بخار
لوله های آب
کنترل کننده سطح آب
کوره
دریچه بازرسی
پاس دوم لوله های آتش خوار
شیرهای اطمینان
پاس سوم لوله ها
دودکش
محفطه برگشت
عایق
خطوط آب تغذیه
پمپ های آب تغذیه
تابلو برق
شاسی مولد بخار
مشعل
سایر تجهیزات جانبی و ابزار دقیق مورد استفاده و حائز اهمیت در مولدهای بخار که باید به آن ها اشاره نمود، شامل شیر هواگیری، نمایشگرهای آب (آب نما)، چشم الکتریکی، دریچه آدم رو و دست رو، شیر نمونه برداری، دریچهی بازدید شعله و شیر یکطرفه قبل پمپ می باشند؛ هرچند در شکل بالا نشان داده نشدهاست.
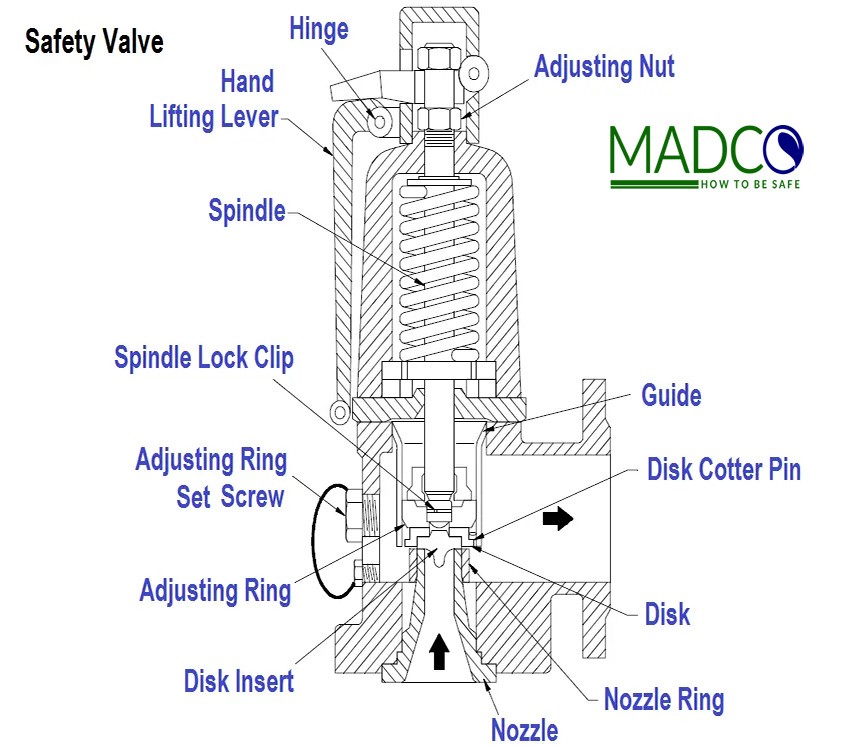
شیرهای اطمینان
مخازن برای تحمل فشار معینی طراحی شدهاند و تحت هیچ شرایطی نباید از آن تجاوز کنند. شیر اطمینان یک نوع وسیله محافظت و کنترل فشار به صورت مکانیکی میباشد که با تنظیم آن روی فشار مجاز مخزن، در صورت بالاتر رفتن فشار از فشار مجاز، از انفجار مخزن جلوگیری مینماید و با خروج سیال تحت فشار از مخزن، فشار سیستم را کاهش میدهد (برای مخزن تحت فشار مایع، شیر انبساط relief valve و برای گازها، شیر اطمینان به کار میرود).
لولهی خروجی شیر انبساط مایعات باید بدون هیچ گونه مانع و شیری در سر راه، تا ۳۰ سانتیمتری کف امتداد پیدا کند. همچنین لولهی خروجی شیر اطمینان بخار باید بدون هیچ گونه مانع و شیری به بیرون از فضای موتورخانه منتقل شود. علاوه بر این باید یک صدا خفه کن روی لوله خروجی بخار شیر نصب شود و امتداد لوله خروجی تا ۳۰ سانتیمتری کف امتداد یابد. شیر اطمینان باید بدون هیچ گونه شیر و مانعی مستقیما به دیگ وصل شود. حداقل ظرفیت تخلیهی شیر اطمینان باید برابر حداکثر ظرفیت دیگ باشد. نقطه تنظیم شیر اطمینان در صورتی که حداکثر فشار کاری کمتر یا مساوی ۷۰ psi باشد، ۵ psi بیشتر در نظر گرفته می شود و اگر حداکثر فشار بیش از ۷۰ psi باشد، ۱۰% بیشتر در نظر می گیرند (اما در مبحث ۱۴ مقررات ملی ساختمان، نقطهی تنظیم شیر اطمینان را حداکثر فشار کاری دیگ ذکر کردهاست). لذا شیرهای اطمینان فقط برای گازها، هوا، بخار و غیره (به استثنای مایعات) به کار برده میشود. این شیرها به طور خودکار از افزایش غیر مجاز فشار بر روی ظروف تحت فشار و سیستم لوله کشی جلوگیری میکنند. همچنین این شیرها دارای گواهینامه بوده که قبل از مصرف باید آنها را حتما بررسی نمود.
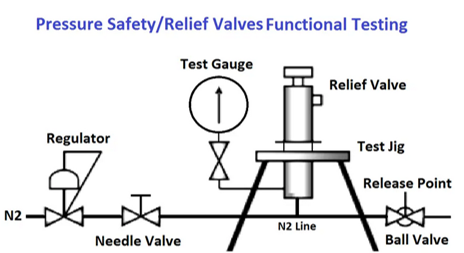
تست عملکرد شیر اطمینان
یکی از مهمترین کنترلها و آزمایشهایی که باید به صورت دورهای در مورد دیگها صورت گیرد، حصول اطمینان از کارکرد شیرهای اطمینان آنهاست. استانداردSection VI ASME اظهار میدارد که شیرهای اطمینان دیگهای بخار و آب داغ در حالی که زیر بار هستند، هر ماه یک بار باید مورد آزمایش قرار گیرند. در مورد دیگهای بخار، اهرم شیر اطمینان را بالا کشیده تا کاملا شیر اطمینان باز شود و ۵ تا ۱۰ ثانیه اجازهی تخلیه دادهشود (در مورد انواع دیگهای آب داغ این زمان ۵ ثانیه یا تا موقعی که آب صاف از آن خارج شود ذکر شدهاست). سپس اهرم را رها کرده و اجازه بدهید فنر شیر اطمینان، شیر را ببندد. روش دیگری جهت آزمایش شیرهای اطمینان که بر روش فوق ترجیح داده میشود این است که دیگ بخار را روشن کرده و اجازه دهیم فشار تا مرز باز شدن شیر اطمینان بالا رود. به محض باز شدن شیر اطمینان، مشعل را خاموش کرده و اجازه میدهیم فشار تا فشار کاری معمول افت نماید. این روش آزمایش، سالی یک تا دو بار پیشنهاد شدهاست و باید مطابق استاندارد ASME باشد.
سیستم آب نما
برای تسهیل کار کارور دیگ و ایمنی بیشتر، دو عدد آبنما در دیگ بخار به کار میرود تا کارور بتواند سطح آب را در تمامی اوقات مشاهده و کنترل نماید و در صورت عمل نکردن یکی، دیگری قادر به انجام کار باشد.
سیستم های کنترل فشار
مانومتر ابزاری جهت نمایش فشار داخلی دیگ است که در روی دیگ و در معرض دید قرار میدهند.
سیستم کنترل حرارت (ترموستات دیگ)
یکی از تجهیزات ایمنی نصب شده بر روی دیگهای بخار که توسط سازندگان دیگ بخار برای کنترل دمای آب درون دیگ و برای کنترل دمای خروجی دودکش در مسیر گازهای خارجی از دودکش نصب میشود، ترموستات است. این وسیلهی کنترلی که مستقیما به رلهی مشعل دیگهای بخار اتصال مییابد، به محض افزایش غیر عادی دمای آب یا گازهای خروجی دودکش فرمان قطع شدن سیستم سوخت و خاموش شدن مشعل را صادر مینماید و تا زمانی که علت این افزایش دما شناخته و برطرف نشود نمیتوان سیستم را روشن کرده و به کار گرفت.
مهم ترین عواملی که باعث افزایش درجهی حرارت دودکش میشود
رسوب درون لوله ها: رسوب درون لولهها باعث کاهش انتقال حرارت از سمت آتش به سمت آب شده و در نتیجه ضمن آنکه سطح لولهها در سمت آتش به شدت حرارت میبیند (over heating)، محصولات احتراق در دمای بالاتری دیگ را ترک میکنند. رسوبدهی بیش از اندازه، به حدی خطرناک است که می تواند منجر به ترکیدن دیگ شود.
پایین آمدن سطح آب دیگ: چنانچه سطح آب در داخل دیگ به هر دلیل بیش از حد مجاز پایین برود، لولههای حرارتی خارج از آب واقع میشوند و مقدار انتقال حرارت از دود کاهش یافته و در نتیجه دمای گازهای خروجی از دودکش افزایش مییابد.
تنظیم نبودن مشعلها: این امر علاوه بر وارد کردن صدماتی به کورهی دیگ، بازده سیستم را نیز کاهش میدهد. درجه حرارت گازهای خروجی از اگزوز را قاعدتاً باید از شرکت طراح دیگ بخار درخواست نمود؛ ولی اگر به هر علتی دسترسی به سازنده ممکن نباشد، به طور تجربی میتوان گفت: دمای گازهای خروجی از دودکش، دمای بخار اشباع به علاوه ۳۰ الی ۶۰ درجهی سانتیگراد میباشد (البته این روش، زمانی کاربرد دارد که با ۱۰۰ درصد توان سیستم تولید کار میکند).
متعلقات وابسته نیز عبارتند از:
سختی گیر
دی اریتور
مخزن کندانس
منبع انبساط
سوپر هیتر
اکومولاتور
اکونومایزر
راه اندازی، تجهیز، اصول سرویس و نگهداری و تعمیرات پیشگیرانه
اصول اولیهی راهاندازی مخازن
بدون بهرهبرداری ایمن و کنترل ظروف و تجهیزات تحت فشار، نمیتوان از بروز مشکلات، خسارتهای جانی و مالی پیشگیری نمود. رعایت نکات قبل و بعد از نصب این ظروف و تجهیزات و انتخاب افراد شایسته، مشکلات بهرهبرداری را به حداقل میرساند. توصیه میشود افرادی برای ادارهی این تاسیسات برگزیده شوند که:
۱- احساس مسئولیت کنند.
۲- از اصول کار دستگاهها آگاه باشند.
۳- قادر به راهاندازی و بهرهبرداری صحیح از دستگاهها باشند.
۴- در صورت بروز مشکل، بدون تردید موضوع را با سرپرست خود در میان بگذارند.
موقعیت موتورخانه
درصورت امکان موقعیت موتورخانه باید نسبت به موقعیت مجموعه مرکزیت داشته باشد تا طول لولهکشیها کاهش یافته و همچنین افت فشار و متعاقبا توان مصرفی سیستم کاهش یابد. به علاوه دسترسی به آن نیز آسانتر خواهد بود. به دلیل اینکه گازهای خروجی از دودکش دیگها ممکن است باعث آلودگی محیط زیست و آزار و اذیت سایر قسمتها شود، در انتخاب موقعیت موتورخانه باید به وزش باد غالب توجه شود و موتورخانه در مکانی واقع شود که باد محصولات احتراق را به فضاهای اداری و مسکونی انتقال ندهد و یا توسط سایر دستگاهها مثل هواسازها و کولر مکیده نشود و به فضای داخل منتقل نشود.
همچنین ممکن است از نظر مکانی، موتورخانه در زیر زمین، کف و یا در طبقات قرار گیرد. چنانچه موتورخانه در زیر زمین واقع شود، باید نسبت به جلو گیری از امکان آبگرفتگی آن، امکان حمل و نقل دستگاهها و عایق صوتی جدارههای آن توجه کرد. در صورت نصب موتورخانه در طبقات، علاوه بر موارد فوق باید نسبت به میرا کردن ارتعاشات حاصل از دستگاه ها و نیز ایزولاسیون کامل کف تمهیدات لازم اندیشیده شود و نیز طراحی مناسب در سازهی ساختمان که قادر به تحمل وزن دستگاهها باشد.
فضای لازم برای موتورخانه
به طور کلی هیچ فرمول خاصی برای تعیین ابعاد موتورخانهها وجود ندارد و ابعاد موتورخانهها را معمولاً حجم دستگاهها، میزان دسترسی به آنها جهت تعمیرات و سرویسها و حمل و نقل آنان تعیین میکند؛ اما به طور معمول، حجم فضای محل نصب دیگ ۱۶ برابر حجم تقریبی دیگ در نظر گرفته میشود. این مقدار برای جای دهی سایر تجهیزات موتورخانه کفایت میکند.
از آنجایی که در موتورخانههای بخار معمولاً دیاریتورها (واحد هوازدایی) در ارتفاع قرار میگیرند؛ بنابراین ارتفاع ۵ تا ۶ متر و حتی بیشتر مناسب خواهد بود. در موتورخانهها اغلب غیر از دیگ، تجهیزات دیگری مانند دیاریتور، مخزن کندانس، سختی گیر، مبدلها، پمپها، مخزن روزانه سوخت، تابلوی برق، کمپرسور، هواساز و انبار مواد و حتی چیلر ممکن است وجود داشتهباشند. در این صورت باید جهت تعویض، تعمیرات، سرویسها و حمل و نقل آنها فضای لازم و فواصل مناسب را انتخاب نمود.
در مرکز تحقیقات و تعلیمات فنی و بهداشت کار که زیر نظر وزارت کار، تعاون و رفاه اجتماعی اداره میشود، بازرسی فنی تجهیزات از قبیل آسانسور، جرثقیل، لیفتراک و … مورد بررسی قرار میگیرد. به منظور کسب اطلاعات بیشتر در ارتباط با بازرسی فنی تجهیزات میتوانید به صفحهی اختصاصی سایت مادکو مراجعه فرمایید.
آیین نامه حفاظتی در خصوص مرکز تولید بخار (موتورخانه)
مرکز تولید بخار با فشار قوی و متوسط لازم است در محل جداگانهای به فاصله حداقل سه متر از بناهای دیگر بوده و با مصالح غیر قابل اشتعال ساخته شدهباشد. محل مذکور و نحوه نصب مولد بخار باید قبلاً به تایید مقام دارای صلاحیت رسیده باشد.
بالا و اطراف مولد بخار لازم است دور از مواد سوختنی بوده و هیچگونه استفادهای برای گذاردن و انبارکردن اشیا از آن محل به عمل نیاید.
چنانچه در مجاورت مرکز تولید بخار محلی باشد که درآن مواد قابل انفجار و یا سریع الاشتعال به هر نحوی وجود داشته و یا تولید شود، لازم است دیوار حد فاصل دو قسمت کامل و مقاوم و بدون هرگونه منفذ و معبر و بریدگی باشد.
در موتورخانه و همچنین در محل های زیرآب و معابر لوله های بخار تحت فشار و هر محل دیگری که خطر محصور شدن کارگران هنگام انفجار دستگاه در میان باشد لازم است، حداقل دو راه خروج بدون هرگونه مانع وجود داشته باشد.
برای دسترسی مطمئن و راحت به شیرها و ستونهای آبنما و وسایل تنظیم در سایر متعلقات مولد بخار، لازم است سکوها، راهروها و پلکان هایی ساخته شدهباشند که از فلز یا مصالح غیر قابل اشتعال بوده و خطر لغزیدن کارگران در آنها وجود نداشته باشد.
لازم است سکوهای راهرو که در بالا و یا کنار یک تعداد مولد بخار ساخته شدهاند، دارای حداقل دو پلکان باشند که تا حد امکان از یکدیگر دور باشند.
موتورخانه باید به قدر کافی وسیع و مرتفع باشد و برای سهولت نصب و عملکرد شیرها و وسایل اطمینان و منضمات مربوطه، لازم است سقف آن حداقل ۱۵ سانتیمتر از بالای مرتفعترین شیر و منضمات آن، بلندتر و همچنین ۸۰ متر از کف مرتفع ترین سکوهای راهرو بالاتر باشد.
چالهی کانال معبر لولهها و محل خاکستر و غیره لازم است پوشیده شده یا به وسیلهی پاگیر کوتاه و نردههای فلزی محکم با ارتفاع مناسب محصور شوند.
پیریزی و پایهسازی قطعات تکیهگاه مولدهای بخار باید به گونهای محاسبه و ساخته شدهباشند که اولاً در مقابل فشار حاصل از حداکثر وزن دستگاه هنگام آزمایشهای آب سرد و همچنین کشش و فشارهای مربوط به انبساط و انقباض های حرارتی مقاومت نمایند. ثانیا طوری به یکدیگر مرتبط و متصل شدهباشند که وزن نسبی آنها محفوظ بماند. ضمنا برای دیگهای افقی با طول زیاد استفاده از غلطک در زیر پایههای یکی از دو سر دیگ جهت سهولت عمل انبساط و انقباض و جلوگیری از تغییر حالت ضروری است.
چنانچه مولد بخار روی پایه و تکیهگاه های فولادی سوار شدهباشند، پایهها و تکیهگاهها باید طوری ترتیب داده و یا عایق شوند که گرمای کوره نتواند مقاومت آنها را کاهش دهد.
طرز نصب لولههای مولد بخار باید به گونهای باشد که با پیشبینی نمودن غلافها و بستهای فراخ، عمل انقباض و انبساط لولهها به آسانی صورت گیرد.
پایههای مولدهای بخار ایستاده میبایست به وسیلهی قطعات فولادی به زمین مهار شدهباشند.
بدنهی آبگیر مولدهای بخار لازم است حداقل ۳۰ سانتیمتر با زمین فاصله داشته و زیر آن قابل بازدید باشد.
کلیه مولدهای بخار و مخازن تحت فشار و متعلقات آنها می بایستی بر حسب مورد، مجهز به دریچه های بازدید و انفجار، دریچههای آدم رو، دست رو یا هرگونه دریچههای بازرسی دیگر برای آزمایش و نظافت باشند؛ به استثنای انواع مخصوصی که احتیاج به چنین دریچه هایی ندارند.
دریچههای آدم رو باید دارای وسعت کافی باشد. برای دریچههای بیضی شکل ۴۰ سانتیمتر و برای دریچههای دایرهای شکل ۳۰ سانتیمتر باشند.
دریچههای دست رو باید دارای ابعاد کافی برای ورود یک دست بوده و حداقل به قطرهای ۷۰ میلیمتر و ۹۰ میلیمتر باشد.
درب آتش خانههایی که به وسیله دست تغذیه میشوند، باید دارای شکل مناسب و اندازهی کافی جهت ریختن سوخت و عملیات مربوطه بوده و ابعاد آن برای دریچههای بیضی و مستطیل شکل کمتر از ۳۰ تا ۴۰ سانتیمتر و برای دریچههای مدور قطر آن کمتر از ۴۰ سانتیمتر نباشد.
لازم است دریچههای بازدید و آتشدان در مولدهای بخار که در ارتفاع کمتر از دو متر از کف دیگ خانه یا از سطح کار نصب شده و معمولاً در موقع روشن بودن مولد از آنها استفاده میشود، از خارج به داخل باز شوند.
لازم است آتش خانه مولدهای بخار با سوخت مایع، پودر زغال و یا گاز دارای یک یا چند دریچهی انفجار در بالاترین نقطهی فضای احتراق باشد و چنانچه دریچه در ارتفاع ۲ متر کمتر از کف یا سطح کار قرار گرفته باشد، لازم است مقابل آن حائلهای سپر مانند برای حفاظت از کارگران نصب شود.
آلیاژ به کار رفته و انتخاب مناسب:
مولد بخار و لوازم مربوطه باید طوری طراحی و ساخته شوند که اولاً برای کار مورد نظر مناسب بوده و ثانیاً دارای مقاومت کافی در مقابل فشارهای داخلی که تحت آن قرار خواهند گرفت، باشند. علاوه بر مولد بخار، لوازم و اتصالات مربوطه نیز باید از مصالح مناسب و مرغوب و بدون عیب و با وزن و ضخامت کافی برطبق مشخصات فنی و استانداردهای شناخته شده و معتبر ساخته شدهباشند. لذا بر طبق استاندارد (¬¬ASME (Section VIII و استاندارد ملی ایران به شماره ۴۲۳۱ مشخصات فلزات به ﻛار رفته در بدنه و شبکهی دیگ بخار در جدول فلزات (DIN 17155) از نـوع ورق آلیاژی ۱۷MN4 می باشد که شامل عناصر ذیل است:
کد استانداردهای تعیینشده برای جنس ساختهشده در هر قسمت از بدنهی دیگ بخار، به شرح زیر هستند:
جنس بدنه: ۱۷MN4 – DIN17155
جنس ورقهای نگهدارندهی لولهها (تیوب شیتها): ۱۷MN4 – DIN17155
جنس کوره: ۱۷MN4 – DIN17155
جنس لوله¬ها: DIN17175 – 8 .ST35
جنس الکترود: ۷۰۱۸ & 6010
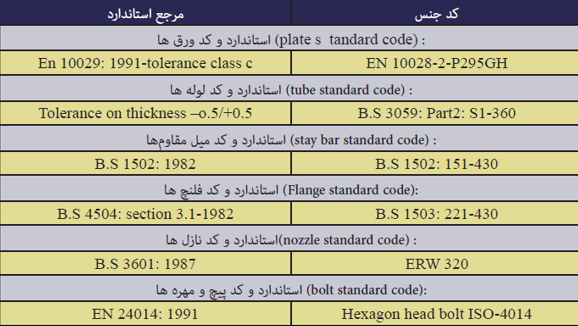
از آنجایی که نوع و فرآیند جوشکاری در ساخت ظروف تحت فشار به خصوص دیگهای بخار، به دلیل نوسانات دمایی قابل توجه و اهمیت است؛ بنابراین توجه به استاندارد تعیینشدهی جوشکاری برای این ظروف مورد تأکید است. فرآیند جوشکاری، مطابق با استانداردهای بین المللی EN288-2 & EN288 3 تحت نظارت بازرس فنی، طبق WPSهای تأیید شده و با الکترودهای مخصوص ۷۰۱۸ و تکنولوژی جوشکاری زیر پودری Submerged Arc Welding (SAW) انجام می شوند. WPS اصطلاح Welding Procedure Specification میباشد و هدف از نوشتن آن، تعریف و بسط متغیرهای جوشکاری، جهت انجام صحیح و رعایت اصول استاندارد و مشخص کردن جزئیات فرآیند جوشکاری یک قطعه یا مادهی موردنظر است. برای نوشتن WPS از استانداردهای ASME IX و ASME II استفاده میشود. در جدول ذیل استانداردها و کدهای هر جنس بکار رفته در مخازن تحت فشار ذکر شدهاست. لازم به ذکر است تهیهی دستورالعمل جوشکاری (WPS) و تایید آن (PQR) و تایید صلاحیت جوشکاران (WPQ) Welding Performance Qualification از مهم ترین فعالیتهای یک پروژهی جوشکاری است که بر اساس کدها و استانداردهایی چون API 1104 و ASME SEC IX (9)، AWS D1 1 انجام میگیرد:
استانداردها و کد جنسهای مخازن
کد جنس
مرجع استاندارد
استاندارد و کد ورقها
EN 10028-2-P295GH
En 10029: 1991-tolerance class c
استاندارد و کد لولهها
BS 3059: Part2: S1-360
Tolerance on thickness -0.5/+0.5
استاندارد و کد میل مقاومها
BS 1502: 151-430
BS 1502: 1982
استاندارد و کد فلنجها
BS 1503: 221-430
BS 4504: Section 3.1-1982
استاندارد و کد نازلها
ERW 320
BS 3601: 1987
استاندارد و کد پیچ و مهرهها
Hexagon Head Bolt ISO 4014
EN 24014: 1991
کاربری و ویژگی جنسهای مخازن
مواد اولیه مصرفی
ویژگی
کاربرد در مولد بخار
نام / کد
مرجع استاندارد
ورقهای فولادی و آلیاژی (Alloy Steel Plate)
ضد تنش و زنگ
مخزن و اجزای تحت فشار دیگ
DIN 17155-17 Mn4
BS 1501 & 1502
لولههای عبور دود آلیاژی (Alloy Fire Tube)
ضد آتش و آتشخوار
پاسهای حرارتی
DIN 17175-ST35.8
DIN& BSI& ASTM
مواد اولیهی مصرفی
ویژگی
کاربرد در مولد بخار
نام / کد
مرجع استاندارد
میل مقاومتیهای آلیاژی (Stay Bars)
قدرت کششی بالا
تقویت کننده صفحات جلو و عقب
۱۷۲۰۰-۱۶۵۲-CK22
BS 3059 & BS3601&DIN
نازلها و اتصالات آلیاژی (Alloy Nozzle)
تحمل فشار و دمای بالا
اتصالات و نازلها
A106-Gr B
DIN
فلنجهای آهنگری
تحمل فشار و دمای بالا
اتصالات و دریچهها
PN16&PN25&A105
ASTM-BS
پیچ و مهرههای آلیاژی (Alloy Bolt)
تحمل فشار و دمای بالا
دریچهها و لوازم
A139-Gr2H&A194-GrB7
ASTM
دستورالعمل نصب دیگ بخار
ابعاد موتورخانه باید با در نظر گرفتن ابعاد مولد بخار با دربهای باز (با پیشبینی فضای لازم جهت بهرهبرداری راحت و همچنین تعمیرات و بازرسی دورهای) و کلیهی متعلقات موتورخانه مانند دستگاه سختیگیر، هوا زدا، منبع تغذیهی آب، کلکتور، شیرها و غیره و نیز هوای لازم برای سیستم، طراحی شود.
دیگهای بخار معمولا مجهز به دمندهی مناسب بوده و بدون دودﻛش هم میتوانند کار کنند؛ ولی مواد حاصل از احتراق باید به نحوی از محل دیگ خانه به فضای بیرون هدایت شوند؛ که این کار توسط دودکش صورت میگیرد. ارتفاع دودکش بستگی به شرایط محلی دارد ولی موقعیتهایی مانند ساختمانهای بلند مجاور، جهت باد و عوامل جغرافیایی دیگر بر آن مؤثر خواهد بود. حداقل ارتفاع دودکش ۱۲ متر است ولی به هر حال باید بلندی آن به نحوی باشد که افت فشار مسیرهای فرعی را جبران نماید.
پس از نصب دیگ روی شاسی و مونتاژ جعبه دودها، کلیه سطوح خارجی پس از سند بلاست با لایهای از ضد زنگ نسوز پوشش داده میشود و سپس عایق کاری آن توسط پشم سنگ با ضخامتی حداقل برابر ۵۰ میلیمتر با لایهای از ورق محافظ صورت میپذیرد. پس از پایان این مراحل، بخشهای مختلف توسط واحدهای کنترل کیفی مورد بازرسی دقیق قرار میگیرند و تاییدیه لازم را دریافت مینمایند. در نصب دیگهای بخار با اندازههای متفاوت، نقشهی موتورخانه باید بر مبنای طول و ارتفاع بزرگترین دیگ بخار باشد. ارتفاع موتورخانه نیز باید بر طبق قوانین موجود در مقررات ملی ساختمان (مبحث چهاردهم) تعیین شود که در ادامه مبحث به طور کامل توضیح داده میشود. در مواردی که کمبود فضا وجود دارد، پیشنهاد میشود حتما با متخصصان شرکت مادکو مشورت شود.
فونداسیون و سازهی موتورخانه
برای جلوگیری از نشست احتمالی دیگ بخار در حین کار، حتماً باید از فونداسیون محکمی استفاده نمود؛ زیرا کوچک ترین نشست موجب ترک کلیهی مواد نسوز به کار گرفته در جدار کوره و دربها میشود. همچنین باعث پیچش یا تنش در لولههای مرتبط با دیگ بخار شده که عواقب خطرناکی به همراه دارد. در موتورخانه باید سکویی متناسب با وزن و ابعاد دیگ بخار انتخاب گردد. این سکو باید حداقل ۱۵ سانتیمتر از طول و عرض هر طرف دیگ بخار بیشتر باشد. در اطراف فونداسیون باید کانالی برای هدایت آب کف موتورخانه به چاه دفنی در نظر گرفته شود. پس از آماده کردن فونداسیون با شرایط مذکور و پیشبینی اتصالات پایهی دیگ بخار می توان آن را با اطمینان خاطر نصب نمود؛ ولی باید توجه داشت که در هر دو جهت افقی و عمودی کاملا تراز باشد، برای تراز کردن دستگاه می توان از Liner با ضخامت (۵-۱۰ میلی متر) استفاده نمود، سپس فضای مابین شاسی دیگ بخار و فونداسیون را با گروت (Grout) پر نمود. تمام تجهیزات موتورخانه اعم از دیگ بخار، چیلر و کلیهی تجهیزات جانبی بایستی در هر سه جهت x، y، z مهار شوند؛ به طوری که در موقع زلزله تجهیزات فوق الذکر نسبت به فونداسیون صد در صد ثابت شدهباشند. باید به این نکته توجه نمود که اگرچه دیگ بخار روی پایه تحویل داده میشود؛ ولی فونداسیون برای دیگ بخار ضروری است. یک دیگ بخار نیازمند هوای تازه است تا بهترین کارایی را داشتهباشد. بدین منظور حداقل فضاي موتورخانه بر اساس میزان حرارت تولیدی توسط مولد بخار به شرح جدول ذیل است:
حداقل فضای موتورخانه بر اساس میزان حرارت تولیدی توسط مولد بخار
حرارت تولیدی (کیلوکالری بر ساعت)
سطح مورد نیاز (متر مربع)
۵۰۰۰۰
۱۰
۸۵۰۰۰
۱۵
۱۷۰۰۰۰
۲۰
۴۵۰۰۰۰
۴۰
۸۵۰۰۰۰
۵۵
نصب و جانمایی دیگهای بخار و آب گرم و تجهیزات، مطابق با مبحث چهاردهم مقررات ملی ساختمان:
در این قسمت مواردی در خصوص نصب و جانمایی دیگهای بخار و آب گرم و تجهیزات مربوطه در موتورخانهها مطابق با مبحث چهاردهم مقررات ملی ساختمان، جهت آگاهی بازرسان از این مبحث، به شرح زیر ارائه میشود:
۱- نصب دیگ آب گرم و بخار باید طبق دستورالعملهای سازنده صورت گیرد.
سیستم کنترل دستگاه باید توسط نصب کننده تنظیم و آزمایش شود. نصب کننده باید نسخه کامل دیاگرام کنترل دستگاه را، همراه با دستورالعمل بهره برداری، تحویل دهد.
دستگاه باید روی فونداسیون مسطح و مقاوم برای تحمل وزن در حال کار دستگاه و توزیع این وزن روی فونداسیون، سوار شود. فونداسیون زیر دستگاه باید از جنس نسوز باشد.
دستگاه باید به طور اطمینان بخش و پایدار به اجزای سازهی ساختمان مهار شود.
اگر دستگاه لرزش داشته باشد، باید زیرپایههای آن لرزه گیر مناسب در برابر لرزش دستگاه نصب شود.
اتاقی که دستگاه در آن نصب میشود، باید دارای کفشوی باشد و دهانهای مناسب برای تخلیه آب بویلر وجود داشتهباشد.
به منظور بازرسی، سرویس، تعمیر، تعویض و مشاهده لوازم اندازهگیری، باید در اطراف دستگاه فاصله کافی پیشبینی شود.
راه عبور بدون مانع در اطراف دستگاه نباید از ۵۰ سانتیمترکمتر باشد.
فاصله بالای مولد بخار آب گرم، از نوع یک پارچه، بدون دریچهی آدم رو روی پوستهی بالای آن، با ظرفیتی کمتر از یکی از مقادیر ۱۲۵۰۰۰۰ Kcal/h، ۵۰۰۰۰۰۰ BTU /h از سقف نباید کمتر از ۶۰ cm باشد.
فاصله بالای مولد آب گرم یا بخار، با دریچهی آدم رو روی پوسته بالای آن، با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار، با ظرفیتی بیشتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۲۱۵ cm باشد.
روشنایی موتورخانه
بهتر است سیستم روشنایی موتورخانه به گونهای باشد که فضای داخل موتورخانه دائماً روشن باشد. به دلیل وجود حرارت و رطوبت، تجهیزات روشنایی بایستی تحمل کارکرد در شرایط فوق را داشتهباشد.
سیستم اطفای حریق موتورخانه
از آنجایی که احتمال حریق در هر مکانی از جمله موتورخانهها نیز وجود دارد و حریق موتورخانهها بیشتر از سوخت و یا تجهیزات برقی و الکتریکی و از نوع تراکم خطر بالا میباشد؛ بنابراین باید از محصولات ترکیبی که قابلیت اطفای حریقهای نوع A، B و C با شعاع دسترسی مناسب را داشتهباشد استفاده شود.
در صورت استفاده از سوخت گازی، استفاده از یک آشکارساز گاز که به یک فن و نیز یک آژیر متصل شده باشد ضروری است. همچنین آشکارساز گاز CO در موتورخانهها لازم بوده و این آشکار ساز باید با فن مکنده و آژیر، متصل شدهباشد.
دفع فاضلاب موتورخانه
در موتورخانه باید جهت هدایت آب و فاضلاب حاصل از نشتیها، ترکیدگیها، شست و شوی سختیگیرها، و زیرکشی دیگها و تعمیرات، تمهیداتی اندیشیده شود. بدین منظور پیشنهاد میشود در موتورخانه یک کانال به ابعاد مناسب با شیب ۲ تا ۳ درصد تعبیه شود و به شیر زیرکشی دیگها و سختیگیرها نزدیک باشد و روی کانال را با حفاظ مناسب پوشانید. به علاوه باید تراز فاضلاب موتورخانه نسبت به تراز فاضلاب اصلی بالاتر باشد تا مجبور به انتقال مکانیکی فاضلاب با استفاده از پمپ نباشیم.
سیستم گازرسانی برای دیگ بخار:
لوله گاز شهری با یک کلید قطع و وصل اصلی وارد مدار دیگ بخار میشود. بعد از این کلید، مانومتر فشار خط را نشان میدهد که حدود ۲٫۵ بار است. اما این فشار برای مشعل بسیار زیاد و خطرناک است؛ بنابراین باید از رگلاتور که فشار شکن است استفاده شود. همچنین قبل از رگلاتور از یک فیلتر برای مواد جامد معلق در گاز استفاده میکنیم؛ سپس گاز وارد رگلاتور میشود. با استفاده از مانومتر میتوان دریافت که فشار گاز بعد از رگلاتور به ۲۵ میلیبار کاهش یافتهاست. گاز فشار پایین بعد از عبور از یک سوپاپ اطمینان وارد دو شیر برقی میشود که مستقیما توسط مشعل هدایت میشوند. شیر برقی شماره یک به صورت تک ضرب فقط حالت روشن و خاموش دارد که یا گاز را قطع یا وصل میکند؛ اما شیر شمارهی دو به صورت تدریجی میتواند میزان گاز عبوری را کم و زیاد کند. این گاز مستقیما وارد مشعل میشود.
مشعل
در دیگهای بخار معمولاً از مشعلهای دو مرحلهای استفاده میشود. یک سر موتور میزان گاز و هوای ورودی را تنظیم کرده و وارد محفظه تخلیط مینماید. در خروجی این محفظه دو الکترود با فاصله وجود دارند که با عبور جریانی حدود ۱ الی ۱۰ میکروآمپری ایجاد جرقه می نماید تا شعله تشکیل شود.
اما اگر این جرقه تحت هر شرایطی نتواند شعله ایجاد کند، حسگر نوری UV که در مدار وجود دارد، مشعل را مجددا تنظیم مینماید؛ چون در غیر اینصورت گاز در محفظه جمع میشود که بسیار خطرناک است.
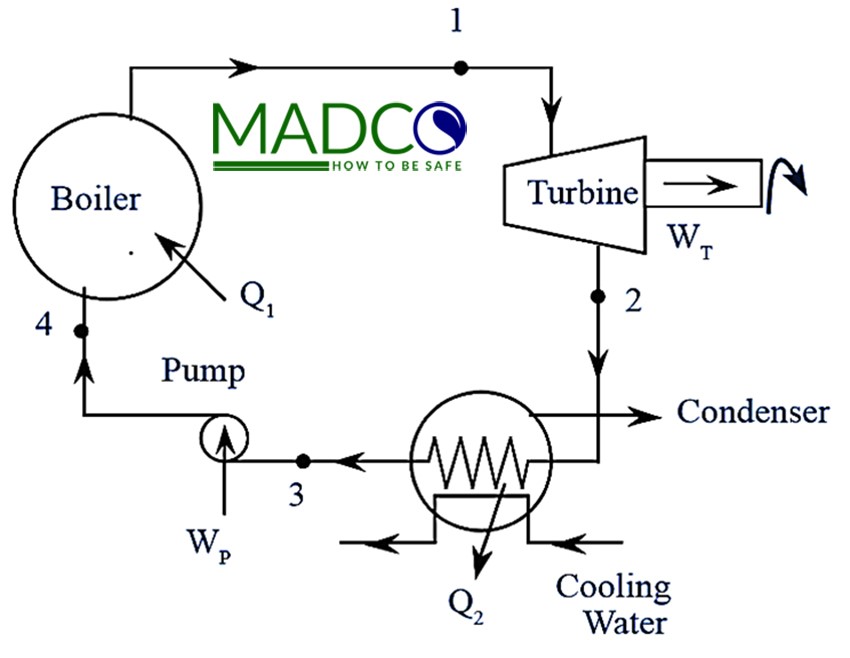
دستورالعمل راهاندازی دیگ بخار
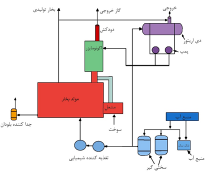
در این بخش به طور اجمالی دیاگرامی ساده از ارتباط و عملکرد بین مولد بخار و تجهیزات جانبی آن عنوان میشود که قبل از پرداختن به دستورالعمل راهاندازی یک دیگ بخار، بهتر است با این فرآیند، آشنایی مختصری داشتهباشید.
شکل بالا دیاگرام سادهی یک سیستم تولید بخار را نشان میدهد. همان طور که مشاهده میشود، ابتدا آب خام وارد سختیگیر شده و پس از آنکه سختی آن گرفته شد به داخل مخزن کندانس میرود و با آب کندانس حاصل از تقطیر بخار برگشتی مخلوط شده وکمی گرم میشود و برای گاززدایی و گرم شدن توسط پمپ کندانس به داخل دیاریتور هدایت می شود و سپس توسط پمپ تغذیهی دیگ به داخل دیگ میرود و پس از تبدیل شدن به بخار به کلکتور اصلی بخار رفته و یک خط از آن به دیاریتور و مخزن آن میرود. بعد از آبگیری سیستم و روشن شدن دیگ و تولید بخار، سطح آب داخل دیگ (دیگ ها) کاهش مییابد. طبق سازوکار کنترلی سیستم، روی هریک از دیگها، مخزن کندانس و مخزن پیشگرمکن دیاریتور یک کنترل کنندهی سطح آب وجود دارد. با کاهش سطح آب دیگ، کنترل کننده سطح آب دیگ فرمان آبگیری دیگ را توسط پمپ تغذیه میدهد. پس از روشن شدن پمپ فوق، در این هنگام سطح آب مخزن تغذیه دیگ کاهش یافته و کنترل کننده سطح آب آن فرمان آبگیری به پمپ کندانس را میدهد. پس از روشن شدن پمپ کندانس، سطح آب مخزن کندانس کاهش یافته و کنترل کنندهی سطح آب آن فرمان به شیر برقی (پنوماتیکی) سختیگیر را میدهد و آب نرم خروجی از سختی گیر به مخزن کندانس میریزد. در ضمن برای جلوگیری از افزایش بیش از حد آب مخزن پیشگرمکن دیگ و متعاقبا جلوگیری از پدیدهی کاویتاسیون در پمپهای تغذیه، باید دمای آب مخزن فوق، در یک محدوده مناسب باشد (حداکثر ۸۰ درجهی سانتیگراد). بنابراین لولهی بخاری که به دیاریتور و مخزن تغذیهی دیگ میرود ابتدا توسط یک شیر کاهندهی فشار، فشار آن تا حدود ۰٫۵ بار شکسته می شود و همچنین توسط یک شیر ترموستاتیک که حسگر آن در داخل مخزن پیش گرم قرار دارد، دبی بخار و متعاقبا دمای آب پیشگرم کنترل میشود.
بعد از نصب مولد بخار روی سکوی مربوطه و انجام مراحل تاسیساتی، عملیات راه اندازی به شرح زیر صورت میگیرد:
درب پوشش دریچهی آدمرو را بردارید، داخل مولد بخار را از نظر جرم و اشیای خارجی بررسی نمایید. دریچهی آدمرو را دوباره بسته و اطمینان حاصل کنید که دریچهها محکم بسته شدهاند.
قطعات و محفظههای ورودی جلویی و عقبی و پیچ و مهرههای مربوط به کلیهی متعلقات نصب شده روی دستگاه (اعم از شیر آلات، پمپ، مشعل و…) را مورد بازرسی دقیق قرار دهید. اطمینان حاصل کنید که محکم باشند و هنگام حمل و نقل شل نشده باشند و در صورت لزوم آچارکشی نمایید.
تمام اتصالات الکتریکی را کنترل نمایید که کاملاً محکم باشند.
شیر هواگیری بالای مولد بخار را برای جلوگیری از محبوس شدن هوا، کاملاً باز کنید تا هوا خارج شود.
شیر اصلی بخار را ببندید و اطمینان حاصل کنید که شیرهای آبنما و شیر تغذیهی آب باز و شیر تخلیه بسته باشد. شیر کنترل تغذیه از منبع آب باید باز باشد. دقت کنید شیرهای مربوط به کنترل کنندهی سطح آب که در جهت عکس حرکت عقربههای ساعت باز میشوند، حتما در حالت باز قرار گرفته باشند.
از نظر اتصال بدنه، بازبینی نمایید که کلیهی کلیدها در حالت خاموش باشند.
از سالم بودن فیوزها به وسیله اهم متر اطمینان حاصل نمایید. درصورت سالم بودن فیوزها، در اولین مرحلهی فیوز کنترل مدار فرمان را در جایگاه خود قرار داده و کلید اصلی تابلو را وصل کنید. دراین حالت چراغ مربوطه به دومین کم آبی روشن شده و زنگ به صدا در میآید. کلید قطع صدا را فشار دهید تا صدای زنگ قطع شود؛ سپس مدار فرمان کنتاکتور پمپ آب را کنترل نمایید. در صورتی که مدار بدون مشکل باشد، کلید اصلی تابلو برق را روی حالت خاموش قرار داده، برق را از تابلو قطع نموده و پس از زدن فیوز مدار قدرت پمپ، مجددا برق را وصل کنید. باید توجه داشته باشید که کلید پمپ روی حالت خاموش و پمپ هواگیری شده باشد. سپس با یک بار روشن کردن پمپ دور آن را کنترل نمایید. جهت آن باید عکس حرکت عقربه های ساعت باشد. اگر دور موتور صحیح بود پمپ را روشن کرده و مولد بخار را آبگیری نمایید.
برای تنظیم مقدار آب باید قبل از آبگیری شیشه آبنما را مدرج نمود. داخل مولد بخار را با آب تمیز تحت فشار، شست و شو داده و سپس آن را با آب سختیگیری شده (نرم) آبگیری نمود.
انواع آزمونهای ادواری دیگهای بخار
مولدهای بخار نیاز به بازرسی منظم و سالانه دارند. اگرچه در صورت خرابی، تعمیرات، عمر بالای سیستم و یا قوانین هر کشور ممکن است بازرسی های زودتر از موعد نیز مورد نیاز باشد. بازرسیهای دورهای به منظور به حداقل رساندن زمان توقف سیستمها ناشی از خرابی و اطمینان از عملکرد صحیح آنها اجباری میباشند. مالک یا استفاده کننده از مولد بخار مسئولیت آماده سازی مولد بخار برای بازرسی را بر عهده دارد. همچنین مراحل آمادهسازی و انجام تست هیدرواستاتیک در مواقع لزوم نیز بر عهدهی وی می باشد. بازرس موظف است زمان بازرسی مخازن را یک هفته قبل به کارفرما اعلام نماید. این زمان می تواند براساس قوانین هر کشوری و بنا به نیاز تغییر نماید. استاندارد مربوط به مولد بخار تحت فشار ASME Section VIII میباشد.
علاوه براین، قوانین هر کشوری نیز ممکن است تغییراتی در آن ایجاد نماید. بنابراین مالک یا استفادهکننده از مولد بخار باید به تمامی این الزامات آگاهی کامل داشتهباشد. کلیهی بازرسان باید قبل از شروع عملیات بازرسی، گزارش بازرسی قبلی و هرگونه پروندهی مربوط را مطالعه نمایند. عملیات بازرسی شامل یک بررسی کلی و تحلیل سمت خشک (داخل کوره) و سمت تر (داخل مولد بخار) است. همچنین بازرسی ممکن است شامل بررسی اکونومایزرها، گرمکنهای خط تغذیهی آب ورودی، دیارتیورها و … باشد. بازرسان در طی عملیات بازرسی به دنبال نشانهای از خوردگی، نشتی و ترک، رسوبات و سایر صدمات وارده به مولد بخار هستند. ایشان موظف به تهیه عکس از ایرادات بالقوه و بالفعل بوده و باید تمامی آن را در گزارش خود منعکس نمایند. همچنین بازرسان باید از صحت عملکرد و ایمنی مولد بخار نیز اطمینان حاصل نمایند. در این قسمت به بندهای مربوط به بازرسی مخازن، ذکر شده در آییننامهی حفاظتی وزارت تعاون، کار و رفاه اجتماعی اشاره شدهاست:
هر مولد بخار باید دارای گواهینامهای که شامل کلیهی مدارک و مشخصات فنی که از طرف سازنده به کار رفته باشد و همچنین محاسبات فنی و ابعاد و اطلاعاتی که با لوحهی شناسایی دیگ تطبیق نماید در آن ذکر شدهباشد.
گواهینامهی دیگ در ماده ۶ باید شامل کلیهی آزمایشهای مخرب و غیرمخرب که در حین ساخت مولد بخار روی مصالح و خود آن به عمل آمدهاست، باشد.
گواهینامهی مذکور باید در تمام مدت در کارخانه نگهداری و در صورت مطالبهی بازرسان کار ارائه شود.
مولد بخار باید از داخل و خارج به وسیلهی بازرسانی که از طرف مقام صلاحیت دار اجازه داشتهباشند، به ترتیب زیر بازرسی شود:
درحین ساخت
بعد از نصب و قبل از آن که به کار انداخته شود
پس از هر نوع تعمیر اساسی یا قبل از راه اندازی مجدد
در فواصل کمتر از ۱۲ ماه
هر زمان که از طرف مقام صلاحیت دار دستور بازرسی داخلی مولد بخار صادر شود مالک یا بهره بردار موظف است برای موعد تعیین شده، دستگاه را سرد، تخلیه، باز و شستشو نماید.
در مورد مولدهای بخار با اجاق داخلی لازم است برای تسهیل عمل بازرسی، قطعات شبکه و همچنین مقداری از آجرهای نسوز دور دهانه و قطعات دیگری که مزاحم بازرسی مورد نظر باشد، برداشته شود.
برای آزمایش آب سرد (هیدرواستاتیک) فشار آزمایش نباید از یک برابر و نیم حداکثر فشار موثر مجاز مولد بخار تجاوز نماید و این آزمایش طبق ترتیباتی که از طرف مقام صلاحیت دار داده میشود، میبایست صورت گیرد. علاوه بر آزمایش هیدرواستاتیک لازم است قسمتهایی که در آنها قطعات تقویتی جوشکاری شده و در این آزمایش معایب آنها معمولاً ظاهر نمیشود، از طریق سوراخهایی که به این منظور در قطعات تقویتی تعبیه شده، آزمایش لازم به عمل آید.
برای آزمایش هیدرواستاتیک لازم است سوپاپهای اطمینان برداشته شود و محل آنها به وسیلهی در پوش با مقاومت کافی مسدود شود.
پس از آزمایش آب سرد طبق ماده ۱۲سوپاپهای اطمینان را باید مجدداً سوار نموده، دستگاه را با فشار عادی مربوطه برای مطمئن شدن از صحت کار سوپاپهای اطمینان آزمایش نمود.
چنانچه در اثر بازرسی معلوم شود که به کار انداختن دستگاه، قابل اطمینان نیست و یا آنکه دستگاه مجهز به لوازم حفاظتی کامل نبوده و یا این لوازم به نحوی صحیح تنظیم و ترتیب داده نشده، تا زمانی که نقصهای مشخص شده مرتفع نشود، به کار انداختن دستگاه ممنوع خواهد بود.
در صورتی که در خلال بازرسی معایب و فرسودگیهایی مشاهده گردد که احتمال انفجار دستگاه مطرح باشد، لازم است فشار مجاز دستگاه را به حد کافی تقلیل دهند تا از امکان خطر احتمالی جلوگیری شود و این تقلیل فشار باید با رعایت مدت کارکرد و میزان فرسودگی دستگاه تعیین شود.
وظایف و مسئولیتهای بازرس
کنترل اعتبار آخرین گواهی سازگاری
بازرسی دیگ از داخل و خارج
بررسی محاسبات، نقشهها، و روشهای جوشکاری تعمیرات
کنترل مواد تعمیر از لحاظ سازگاری با مقتضیات آیین نامه
کنترل رویه های جوش کاری
کنترل صلاحیت جوش کاری و متصدیان جوشکاری
بازرسی کار تعمیر پس از تکمیل
امضای فرم تعمیر جوش
تکمیل گزارش بازرسی
ارائه گزارش بازرسی به مقامات قانونی در زمان مقتضی
به طور کلی به سه طرﻳق مي توان دیگهای بخار را در زمان بهرهبرداری آزمایش ﻛرد:
تست هیدرولیک
تست هیدرواستاتیک
تست ضخامتسنجي
تست هیدرولیک دیگهای بخار
وقتي ﻛه دیگ بخار مورد بهرهبرداری قرار میگیرد، میتوان توسط آب سرد ﻳا آب گرم به وسیلهی پمپ تغذﻳـهی دیگ در آن فـشار لازم جهت آزمایش را اعمـال ﻛـرد. معمولا پمپهای تغذیه دارای کلید روشن و خاموش دوحالته هستند. اﻳن کلید در زمـان بهرهبرداری در حالت خودکار قرار میگیرد.
هر زمانی که سیستم Level Control بـه آن فرمـان دهـد (مدار آن را برقرار نماید)، الکتروپمپ روشن میشود اما به محـض اینکه بـه مرحلـهی سطح تنظﻴمشده رسید، برق آن قطع و متوقف میشود. اما در حالـت دسـتي تـا زمانی ﻛه توان پمپ، فشار لازم را داشتهباشد ﻛار خواهد ﻛرد که به آن هد پمـپ گفته میشود. بنابراﻳن به حالت دستي مقدار فشار داخلی دیگ برابر هد پمپ اﻳجـاد میشود ﻛه به اﻳن حالت تست هیدرولیک میگوﻳند.
تست هیدرواستاتیک دیگهای بخار
تست هیدرواستاتیک حداقل هر سال یک بار باید توسط شرکتهای مورد تایید وزارت تعاون، کار و رفاه اجتماعی و با صلاحیت روی دیگهای بخار صورت گیرد و یکی از الزامات آییننامهی ایمنی دیگ های بخار است. قبل از عمل آزمایش هیدرواستاتیک از کارکرد صحیح فشارسنج دیگ بخار و کالیبره بودن آن باید مطمئن شویم. برای انجام آزمایش پس از سرد شدن دیگ بخار اقدام به تخلیهی آب آن از طریق شیر تخلیه و باز کردن شیر هواگیری میکنیم. پس از تخلیهی کامل ستونهای فلوتر، شیشههای آبنما و شیر خروجی بخار و همچنین شیر تخلیهی زیر آب دیگ و همه فلنجهای باز شده را به وسیلهی درپوش مقاوم کاملاً آببندی میکنیم. به جز مسیر ورودی آب تغذیه و شیر هواگیری، تمام فلنج ها باید مسدود شود. در مرحلهی بعد باید درب کوره و کلیهی دریچههای محفظه احتراق باز شود. در صورتی که دیگ نشتی داشته باشد، نقاط علامت گذاری شده را برای لولهها با والس زنی و برای سایر نقاط آببندی با جوشکاری رفع مینمایند. عدهای از متخصصین اعتقاد دارند که نیاز به باز کردن هیچ یک از ضمائم دیگ بخار نیست و فقط شیرهای شیشههای آبنما را میبندند و با بالا بردن فشار سوپاپ اطمینان، اقدام به تست هیدرواستاتیک میکنند و معتقدند بهتر است کلیهی شیر ها و سوپاپهای اطمینان نیز آزمایش شوند و مشکلات باز و بسته کردن و هزینه اضافی را نداشته باشید.
توجه شود هنگامی که دیگ سرد است نباید با آب داغ پر شود و بالعکس زمانی که بدنه دیگ داغ است هیچ گاه نباید با آب سرد پر شود. این کار بسیار خطر ناک است و ایجاد تنشهای شدیدی در بدنهی دیگ می نماید.
به طور خلاصه روش ﻛار برای آزمایش هیدرواستاتیک به شرح زﻳر است:
دیگ بخار حداقل ۸ ساعت قبل از آزمایش باﻳد از خط تولید خارج شود و آزمایش باﻳـد در حالت سرد انجام شود.
ﻛلیهی منافذ دیگ بخار باﻳد مسدود باشد؛ به طریقی که بیان شد که در مدت آزمـاﻳش ﻛوچکترﻳن افت فشاری ایجاد نشود.
ﻛلیهی قطعات جانبي از قبیل کنترلکنندهها، نشاندهندهها و هدایتکنندهها باید سالم باشند. هرگاه سه مرحلهی فوق اعمال شد و نتیجهی مطلوب به دست آمد، دیگهای بخار از نظر بهرهبرداري مشکلی نخواهند داشت.
آزمایش ضخامت سنجی دیگهای بخار
یکی از آزمایشهای سالیانه، ضخامت سنجی دیگهای بخار و منابع تحت فشار است که در موارد دیگهای بخار معمولاً پس از عملیات آزمایش هیدرواستاتیک انجام میشود. ضخامتسنجی به وسیلهی دستگاههای آلتراسونیک انجام میشود. دستگاه آلتراسونیک ضخامتسنجی، تشکیلشده از یک سیستم الکترونیکی که بر روی آن یک صفحهی نمایشگر وجود دارد و به وسیلهی دکمههایی این قابلیت وجود دارد که برای فلزات مختلف، تبدیلات در واحدهای اینچ و میلیمتر قابل تنظیم باشد. پس از تمیز کردن و سنباده زدن نقاط حساس و تعیینشده به وسیلهی شرکت سازندهی دیگ بخار، با نوعی گریس مخصوص آن نقاط را کمی چرب می نمایند و حسگر دستگاه (Probe) که قبلاً کالیبره شده را روی این قسمتها قرار میدهند.
با قرار دادن Probe بر روی نقاط، عدد نمایش دادهشده بر روی صفحهی نشاندهنده را میخوانند که بیانگر ضخامت است (حساسیت این دستگاه تا یک دهم میلیمتر است). اساس دستگاه آلتراسونیک پخش فرکانسهای ما فوق صوت و غیرقابل شنیدن است که با انعکاس (برگشت) این فرکانسها توسط Probe در دستگاه تبدیل به یک دادهی الکتریکی میشود که با تغییرات جریان الکتریکی، میزان ضخامت فلز اندازهگیری میشود. خطای این دستگاه بسیار پایین است و مطمئن عمل مینماید. دستگاه ضخامتسنجی با باطریهای قابل شارژ کار میکند. در روش Ultrasonic Testing (UT) امواج ما فوق صوت با فرﻛانسهای بالا به درون قطعه فرستاده ميشوند. اﻳن امواج در مواد (قطعات) با دانهبندي رﻳز ميتوانند مسافت زیادی را طي ﻛنند. فرﻛانس مورد استفاده بین ۰٫۱ تا ۲۵ مگاهرتز است. سرعت صوت در جامدات معمولا بین ۱۰۰۰ تا ۶۰۰۰ متر بر ثانیه است. به اﻳن ترتیب طول موج صوت مورد استفاده ميتواند بین ۰٫۱ تا ۱۰ میلیمتر باشد. روش ﻛار معمولا به این صورت است ﻛه با قرار دادن پراب (میلهی حسگر) بر روي قطعهی ﻛار، امواج صوتي به درون آن فرستاده میشود ﻛه در صورت وجود عیب در داخل قطعه (به علت تغییر امپدانس) موجب انعکاس بخشی از کل امواج میشود. انعکاسهای پالس فرستاده شده، بر روي صفحه (CRT) نماﻳش داده میشود و با کالیبره نمودن صفحه CRT بر حسب یک پالس مرجع که معمولا انعکاس از دﻳوار پشت قطعه و یا سطح منعکس کننده میباشد، مي توان فاصلهی عیب از سطح قطعه را مشخص نمود. ﻛاربرد این دستگاه در صنایع لوله سازی، هوافضا، کشتی سازی و غیره نیز میباشد. اگر ضخامت در حد استاندارد باشد، اجازهی استفاده از دیگ بخار داده میشود. در صورتی که کمی زیر حد استاندارد باشد مجوز استفاده از دیگ صادر میشود، منوط به اینکه در فشار تعیینشده توسط کارشناسان شرکت مسئول از دیگ بهرهبرداری شود و تا ضخامتسنجی نوبت بعدی اجازه کار داده میشود و چنانچه زیر حد استاندارد باشد، مجوز ادامه کار داده نمیشود تا اینکه قسمتهای ضعیف اقدام به تعویض و تعمیر شوند. طبق استاندارد ASME میزان کاهش ضخامت تا ۰٫۱۲۵ اینچ، حدود سه میلیمتر مجاز است. در بهرهبرداری از دیگ آزمایششده، ۳/۲ از فشار قابل قبول را به دیگ بخار اعمال می نماییم و این فشار به این روش محاسبه ميشود که ضخامت ورق ضرب در مقاومت ورق، تقسیم بر شعاع دیگ بخار برابر با فشار قابل تحمل است.
آزمونهای مخرب و غیر مخرب در دیگهای بخار
این آزمونها اصولاً در زمان ساخت ظروف تحت فشار مورد استفاده قرار میگیرند و دارای تنوع و کاربریهایی مطابق آنچه در ادامه این بخش آمده میباشند. در ابتدا مقایسهی بین آزمونهای مخرب و غیر مخرب به شرح زیر بیان میشود:
در آزماﻳشهاي مخرب، نمونهی مورد آزماﻳش تخریب شده و اسقاط میشود. بنابراﻳن اﻳن آزمایشها بر روي نمونههاي آزمایشگاهی و نه قطعهی اصلی انجام ميشوند. ولی آزمایشهای غیرمخرب بر روي قطعهی اصلی و بدون هیچگونه تخریبی انجام ميشوند.
آزماﻳشهاي غیرمخرب مستقیما روي همهی قطعات تولیدی ميتواند انجام گیرد؛ ولی در آزماﻳشهاي مخرب برخی از قطعات را میتوان آزمایش نمود.
آزماﻳشهاي غیرمخرب متعددي را ميتوان در یک زمان بر روي یک قطعه انجام داد؛ ولی در آزماﻳشهاي مخرب اﻳن عمل ممکن نیست.
آزماﻳشهاي غیرمخرب در طول ساخت به عنوان جزئي از سلسله عملیات ﻛنترل مرغوبیت، توسط سازنده مورد استفاده قرار میگیرد.
آزمون مایع نافذ (رنگ نافذ ﻳا فلورسنت)
ترک های سطحي و منافذی ﻛه با چشم عادي قابل رویت نیستند، به وسیلهی آزمون مایع نافذ Liquid Penetrant Test (PT) شناسایی میشوند. اﻳن روش در شناسایی منافذ جوش ﻛاربرد فراواني دارد. آزمون مایع نافذ را به دو طرﻳق با استفاده از رنگ مرئي و فلورسنت میتوان انجام داد. به این صورت که ابتدا سطح قطعهی موردنظر را تمیز و خشک مینماییم (سطح باید عاري از هر گونه جسم خارجي مثل برادهها باشد تا مایع نافذ به خوبي داخل ترك نفوذ نماید)، سپس به وسیلهی مایع نافذ (Penetrant) سطح مورد نظر را میپوشانیم که میتوان اﻳن عمل را با اسپري نمودن نافذ و ﻳا غوطهور ساختن قطعه درون نافذ انجام داد. در اﻳن حالت بر اثر خاصیت مویینگی، نافذ به درون تركها نفوذ میﻛند و براي اینکه از نفوذ آن اطمینان حاصل نماییم مدتي صبر ﻛرده (حدود ۳۰ دقیقه) و سپس مادهی نافذ اضافی از روي سطح پاك میشود.
پس از آن، ظاهرکننده (Developer) که پودر سفید رنگي میباشد، روي سطح فوق اسپري می شود. ظاهرکننده باعث میشود مایع نافذ از تركها بیرون کشیده شود و در نتیجه رنگ بر روي سطح پس میزند. سپس به وسیلهی بازرسي چشمي تحت نور سفید (در صورت استفاده از رنگ مرئي و ﻳا نور فرابنفش در صورت استفاده از رنگ فلورسنتي) نشانههاي رنگي اﻳجاد شده را مشاهده نموده و محل عیوب و تركها مشخص میشود.
آزمایش رادیوگرافی دیگهای بخار:
اساس آزمایش رادیوگرافی یا Radiograghic Testing (RT) بر پایهی میزان جذب و نفوذ پرتو در قطعات میباشد ﻛه ضخامت و دانسیتهی قطعه در میزان جذب و نفوذ پرتو تاثیر زﻳادی دارد. در مناطقي که ضخامت کم و همچنین دانسیته نیز کم است، جذب پرتو کم و نفوذ پرتو زﻳاد خواهد بود. جذب و نفوذ پرتو با هم رابطهی عکس دارند. مناطقي که میزان جذب پرتو کم باشد و طبیعتا نفوذ پرتو زﻳاد باشد، در روی فیلم تصاوﻳر سیاهتری اﻳجاد میشود و بر عکس زمانی که میزان جذب پرتو زﻳاد باشد و نفوذ پرتو کم باشد، تصاوﻳر روی فیلم سیار روشن میشود. به طور مثال، سرب در طبقهی فلزاتي قرار دارد که از چگالی بالایی برخوردار هستند؛ لذا در بین فلزات روشن ترﻳن فیلم مربوط به سرب با بیشترین دانسیته میباشد.
آزمایش ذرات مغناطیسی دیگهای بخار
از روش Magnetic Testing (MT) ميتوان برای ﻳافتن عیوب سطحي و ﻳا نزدیک به سطح در قطعات فرومغناطیسی استفاده نمود. در اﻳن روش تمام ﻳا بخشي از قطعه مغناطیس شده و فلوی مغناطیسی از داخل قطعه عبور داده میشود. هر گاه عیبی در سطح ﻳا نزدیکی سطح قطعه وجود داشتهباشد، باعث نشت فلوی مغناطیسی در قطعه ميشود و در نتیجه باعث به وجود آمدن دو قطب S، N ميشود ﻛه با پاشیدن ذرات رﻳز مغناطیسی مانند اکسید آهن آغشته به مواد فلورسنت بر روی سطح قطعه ميتوان ترک را زﻳر نور مشخص نمود. قابل ذﻛر است که فولادهای آستنیتیک و فلزات غیر آهنی ﻛه از روش MT نمیتوان آن ها را آزمایش نمود، از روش مایع نافذ ارزیابی میشوند.
پلاک دیگ بخار
مطابق ماده ۴ آییننامه هر دیگ بخار باید دارای لوح فلزی نصبشده شامل اطلاعات زﻳر باشد:
شماره ردﻳف موسسه سازنده
سال ساخت
حداکثر فشار موثر مجاز
فشار آزماﻳش هیدرواستاتیک
استانداردی ﻛه دیگ آبگرم ﻳا مولد بخار براساس آن ساخته شده است
نوع سوخت
لوحهی شناسایی باید در جلوی دیگ و یا در محلی که به سهولت قابل رویت باشد نصب شود و علاوه بر این، مشخصات مندرج در لوحهی شناسایی، باید در محل مناسب دیگری نظیر اطراف دریچه آدم رو حک شود.
نویسندگان محتوا:
محسن اسدیان
علی اکبر ایمانی


 تولید: فرآیندهایی شامل طراحی، ویژگیهای مواد، ساخت، بازرسی، آزمایش، آزمون و ارزیابی انطباق دیگها و مخازن تحت فشار میباشد.
آزمون: فعالیتی به منظور اینکه یک یا چند ویژگی یک محصول، فرآیند یا خدمت، یک یا چند الزام مشخص با روشهای مشخص را برآورده مینماید.
آزمایش: فعالیتی که مطابق با روش اجرایی تائید شده توسط کارکنان تایید صلاحیت شده، به منظور ارزیابی انطباق محصولات، فرآیندها یا خدمات ارائه شده با معیار پذیرش مشخص انجام میشود.
بازرسی: فعالیتی به منظور بررسی انطباق نتایج آزمونها با آزمایشهای لازم، با الزامات تعیین شدهاست.
تولید کننده: شخص حقوقی که مسئول تولید ظروف تحت فشار مطابق با مشخصات زیر است:
– الزامات استاندارد مربوط به دیگها و مخازن تحت فشار مورد نظر
– مشخصات فراهم شده توسط طرف قرارداد
استاندارد: سند منتشر و تائید شده توسط سازمان ملی استاندارد ایران است که برای استفاده مکرر صنایع با ذکر الزامات اجباری و راهنماها است. (در صورت نبود استاندارد ملی، استانداردهای بین المللی، منطقهای و استانداردهای ملی کشورهای دیگر که مورد تایید سازمان ملی استاندارد ایران میباشند نیز میتوانند استفاده شوند.
سازمان بازرسی شخص سوم: سازمانی که ظروف تحت فشار را مطابق با آن چه از طریق استانداردها تهیه شدهاست، انجام داده و از تولید کننده، طرف قرارداد، مالک و کاربر مستقل میباشد. این سازمان یا شرکت مسئولیت نظارت، بازرسی و تهیه گزارش کیفیت از فعالیتهای اجرایی پیمانکار مطابق با قرارداد را به عهده دارد.
فشار کاری: فشار کاری ظروف در حین کار کردن را گویند.
فشار طراحی: فشار تعیین شده در محاسبات طراحی توسط طراح و طبق استانداردهای به کار گرفته شده که جهت تعیین حداقل ضخامت مجاز برای اجزای مختلف ظرف تحت فشار در نظر گرفته میشود و معمولاً ۱۱% بیشتر از فشار عملیاتی آن می باشد و یا۳۰ psi است (هرکدام که بزرگ تر باشد). چنانچه مخزن دارای ارتفاع قابل توجهی باشد (بیشتر از ۱۱ متر) لازم است که فشار استاتیکی ناشی از وزن سیال نیز به رقم مزبور اضافه شود.
بیشترین فشار کاری مجاز: بیشترین فشار مجاز راهاندازی ظروف تحت فشار مطابق با الزامات طراح و بر اساس محاسبات طراحی شده، فشاری است که تحت آن، ضعیف ترین عضو مجموعه به نقطه نهایی تنش تسلیم خود میرسد و این در حالی است که ظرف در شرایط زیر قرار داشته باشد: خوردگی، دمای طراحی، وضعیت جغرافیایی طبیعی، تأثیر بارگذاری های گوناگون از قبیل باد، فشار خارجی و فشار هیدرواستاتیک .
فشار هیدرواستاتیک: به ۱٫۹ برابر بیشترین فشار مجاز کاری یا فشار طراحی (درصورتی که نتوان بیشینهی فشار مجاز کاری را تعیین کرد) اطلاق میشود.
برنامه کنترل کیفیت و بازرسی Quality Control Plan (QCP)) (Inspection Test Plan (ITP):
سندی است که در آن برای کلیه فعالیتهای تست و بازرسی برنامه ریزی شدهاست و در آن نقش کلیهی سازمانهای بازرسی، نوع آزمایشها و فعالیتها، معیار و استاندارد مرجع آنها، مدارک لازم و گاهی مسئولیتها و چارت سازمانی پروژه مشخص شدهاست.
خوردگی مجاز: بیشترین حد مجاز خوردگی در طول مدت عمر کاری ظرف طراحیشده که مقدار کمینهی ضخامت طراحی شده را تحت کنترل خواهد داشت.
همترازی: هم تراز بودن لبههای آمادهسازی شده برای جوشکاری را تعیین می نماید.
هیدروتست: آزمایش استحکام و نشتی با فشار آب است.
انواع ظروف تحت فشار و کاربری آنها :
مخازن تحت فشار از دیدگاههای مختلف به شرح ذیل تقسیم بندی میشوند:
چیدمان: افقی یا عمودی
نوع سیال نگهداری شونده: گاز یا مایع
ضخامت جداره: جدارهی نازک یا ضخیم
هندسه مخزن: کروی، استوانهای و مخروطی
به صورت تئوری، مخازن تحت فشار میتوانند تقریباً هر شکلی داشتهباشند، اما بیشتر به شکل بخشهایی از کرهها، سیلندرها و مخروطها ساخته میشود. شکل متداول آن یک استوانه با دو عدسی یا کلاهک در دو انتها است. در تئوری، مخازن تحت فشار کروی با ضخامت جدارهی یکسان، دو برابر مخازن تحت فشار استوانهای استحکام دارند و ایدهآل ترین شکل برای ساخت مخازن تحت فشار هستند؛ ولی ساخت این مخازن دشوارتر و پرهزینهتر است به همین دلیل اکثر مخازن، شکل استوانهای با کلاهکهای نیمه-بیضی با نسبت ۱به۲ دارند. معمولاً مخازن کوچکتر را از یک لوله و دو کلاهک میسازند.
تولید: فرآیندهایی شامل طراحی، ویژگیهای مواد، ساخت، بازرسی، آزمایش، آزمون و ارزیابی انطباق دیگها و مخازن تحت فشار میباشد.
آزمون: فعالیتی به منظور اینکه یک یا چند ویژگی یک محصول، فرآیند یا خدمت، یک یا چند الزام مشخص با روشهای مشخص را برآورده مینماید.
آزمایش: فعالیتی که مطابق با روش اجرایی تائید شده توسط کارکنان تایید صلاحیت شده، به منظور ارزیابی انطباق محصولات، فرآیندها یا خدمات ارائه شده با معیار پذیرش مشخص انجام میشود.
بازرسی: فعالیتی به منظور بررسی انطباق نتایج آزمونها با آزمایشهای لازم، با الزامات تعیین شدهاست.
تولید کننده: شخص حقوقی که مسئول تولید ظروف تحت فشار مطابق با مشخصات زیر است:
– الزامات استاندارد مربوط به دیگها و مخازن تحت فشار مورد نظر
– مشخصات فراهم شده توسط طرف قرارداد
استاندارد: سند منتشر و تائید شده توسط سازمان ملی استاندارد ایران است که برای استفاده مکرر صنایع با ذکر الزامات اجباری و راهنماها است. (در صورت نبود استاندارد ملی، استانداردهای بین المللی، منطقهای و استانداردهای ملی کشورهای دیگر که مورد تایید سازمان ملی استاندارد ایران میباشند نیز میتوانند استفاده شوند.
سازمان بازرسی شخص سوم: سازمانی که ظروف تحت فشار را مطابق با آن چه از طریق استانداردها تهیه شدهاست، انجام داده و از تولید کننده، طرف قرارداد، مالک و کاربر مستقل میباشد. این سازمان یا شرکت مسئولیت نظارت، بازرسی و تهیه گزارش کیفیت از فعالیتهای اجرایی پیمانکار مطابق با قرارداد را به عهده دارد.
فشار کاری: فشار کاری ظروف در حین کار کردن را گویند.
فشار طراحی: فشار تعیین شده در محاسبات طراحی توسط طراح و طبق استانداردهای به کار گرفته شده که جهت تعیین حداقل ضخامت مجاز برای اجزای مختلف ظرف تحت فشار در نظر گرفته میشود و معمولاً ۱۱% بیشتر از فشار عملیاتی آن می باشد و یا۳۰ psi است (هرکدام که بزرگ تر باشد). چنانچه مخزن دارای ارتفاع قابل توجهی باشد (بیشتر از ۱۱ متر) لازم است که فشار استاتیکی ناشی از وزن سیال نیز به رقم مزبور اضافه شود.
بیشترین فشار کاری مجاز: بیشترین فشار مجاز راهاندازی ظروف تحت فشار مطابق با الزامات طراح و بر اساس محاسبات طراحی شده، فشاری است که تحت آن، ضعیف ترین عضو مجموعه به نقطه نهایی تنش تسلیم خود میرسد و این در حالی است که ظرف در شرایط زیر قرار داشته باشد: خوردگی، دمای طراحی، وضعیت جغرافیایی طبیعی، تأثیر بارگذاری های گوناگون از قبیل باد، فشار خارجی و فشار هیدرواستاتیک .
فشار هیدرواستاتیک: به ۱٫۹ برابر بیشترین فشار مجاز کاری یا فشار طراحی (درصورتی که نتوان بیشینهی فشار مجاز کاری را تعیین کرد) اطلاق میشود.
برنامه کنترل کیفیت و بازرسی Quality Control Plan (QCP)) (Inspection Test Plan (ITP):
سندی است که در آن برای کلیه فعالیتهای تست و بازرسی برنامه ریزی شدهاست و در آن نقش کلیهی سازمانهای بازرسی، نوع آزمایشها و فعالیتها، معیار و استاندارد مرجع آنها، مدارک لازم و گاهی مسئولیتها و چارت سازمانی پروژه مشخص شدهاست.
خوردگی مجاز: بیشترین حد مجاز خوردگی در طول مدت عمر کاری ظرف طراحیشده که مقدار کمینهی ضخامت طراحی شده را تحت کنترل خواهد داشت.
همترازی: هم تراز بودن لبههای آمادهسازی شده برای جوشکاری را تعیین می نماید.
هیدروتست: آزمایش استحکام و نشتی با فشار آب است.
انواع ظروف تحت فشار و کاربری آنها :
مخازن تحت فشار از دیدگاههای مختلف به شرح ذیل تقسیم بندی میشوند:
چیدمان: افقی یا عمودی
نوع سیال نگهداری شونده: گاز یا مایع
ضخامت جداره: جدارهی نازک یا ضخیم
هندسه مخزن: کروی، استوانهای و مخروطی
به صورت تئوری، مخازن تحت فشار میتوانند تقریباً هر شکلی داشتهباشند، اما بیشتر به شکل بخشهایی از کرهها، سیلندرها و مخروطها ساخته میشود. شکل متداول آن یک استوانه با دو عدسی یا کلاهک در دو انتها است. در تئوری، مخازن تحت فشار کروی با ضخامت جدارهی یکسان، دو برابر مخازن تحت فشار استوانهای استحکام دارند و ایدهآل ترین شکل برای ساخت مخازن تحت فشار هستند؛ ولی ساخت این مخازن دشوارتر و پرهزینهتر است به همین دلیل اکثر مخازن، شکل استوانهای با کلاهکهای نیمه-بیضی با نسبت ۱به۲ دارند. معمولاً مخازن کوچکتر را از یک لوله و دو کلاهک میسازند.

 این نوع مولد بخار به ندرت برای تولید بخار مورد استفاده قرار میگیرد و بیشتر برای تولید آب گرم از آن استفاده میشود؛ اما ساخت نمونه بخار آن بلامانع است.
این نوع مولد بخار به ندرت برای تولید بخار مورد استفاده قرار میگیرد و بیشتر برای تولید آب گرم از آن استفاده میشود؛ اما ساخت نمونه بخار آن بلامانع است.
 ۳٫ سیستم سوخت رسانی، وظیفه تامین سوخت مولد بخار برای تولید بخار را بر عهده دارد. تجهیزاتی که در این سیستم استفاده می شوند، به نوع سوخت مصرفی بستگی دارد.
۴٫ سیستم کنترلی، برای کنترل ارتباط بین سیستمها و ادوات مورد استفاده از حسگرها و تجهیزاتی که در ادامه توضیح داده خواهد شد، استفاده میکند.
۳٫ سیستم سوخت رسانی، وظیفه تامین سوخت مولد بخار برای تولید بخار را بر عهده دارد. تجهیزاتی که در این سیستم استفاده می شوند، به نوع سوخت مصرفی بستگی دارد.
۴٫ سیستم کنترلی، برای کنترل ارتباط بین سیستمها و ادوات مورد استفاده از حسگرها و تجهیزاتی که در ادامه توضیح داده خواهد شد، استفاده میکند.
 از قطعات به کار رفته در این تجهیز میتوان به موارد زیر اشاره کرد:
درب جلویی
محفظه برگشت
بدنه مولد بخار
فشار سنج
سوئیچ های فشار
قلاب های حمل و نقل
خروجی اصلی مولد بخار
لوله های آب
کنترل کننده سطح آب
کوره
دریچه بازرسی
پاس دوم لوله های آتش خوار
شیرهای اطمینان
پاس سوم لوله ها
دودکش
محفطه برگشت
عایق
خطوط آب تغذیه
پمپ های آب تغذیه
تابلو برق
شاسی مولد بخار
مشعل
سایر تجهیزات جانبی و ابزار دقیق مورد استفاده و حائز اهمیت در مولدهای بخار که باید به آن ها اشاره نمود، شامل شیر هواگیری، نمایشگرهای آب (آب نما)، چشم الکتریکی، دریچه آدم رو و دست رو، شیر نمونه برداری، دریچهی بازدید شعله و شیر یکطرفه قبل پمپ می باشند؛ هرچند در شکل بالا نشان داده نشدهاست.
از قطعات به کار رفته در این تجهیز میتوان به موارد زیر اشاره کرد:
درب جلویی
محفظه برگشت
بدنه مولد بخار
فشار سنج
سوئیچ های فشار
قلاب های حمل و نقل
خروجی اصلی مولد بخار
لوله های آب
کنترل کننده سطح آب
کوره
دریچه بازرسی
پاس دوم لوله های آتش خوار
شیرهای اطمینان
پاس سوم لوله ها
دودکش
محفطه برگشت
عایق
خطوط آب تغذیه
پمپ های آب تغذیه
تابلو برق
شاسی مولد بخار
مشعل
سایر تجهیزات جانبی و ابزار دقیق مورد استفاده و حائز اهمیت در مولدهای بخار که باید به آن ها اشاره نمود، شامل شیر هواگیری، نمایشگرهای آب (آب نما)، چشم الکتریکی، دریچه آدم رو و دست رو، شیر نمونه برداری، دریچهی بازدید شعله و شیر یکطرفه قبل پمپ می باشند؛ هرچند در شکل بالا نشان داده نشدهاست.
 لولهی خروجی شیر انبساط مایعات باید بدون هیچ گونه مانع و شیری در سر راه، تا ۳۰ سانتیمتری کف امتداد پیدا کند. همچنین لولهی خروجی شیر اطمینان بخار باید بدون هیچ گونه مانع و شیری به بیرون از فضای موتورخانه منتقل شود. علاوه بر این باید یک صدا خفه کن روی لوله خروجی بخار شیر نصب شود و امتداد لوله خروجی تا ۳۰ سانتیمتری کف امتداد یابد. شیر اطمینان باید بدون هیچ گونه شیر و مانعی مستقیما به دیگ وصل شود. حداقل ظرفیت تخلیهی شیر اطمینان باید برابر حداکثر ظرفیت دیگ باشد. نقطه تنظیم شیر اطمینان در صورتی که حداکثر فشار کاری کمتر یا مساوی ۷۰ psi باشد، ۵ psi بیشتر در نظر گرفته می شود و اگر حداکثر فشار بیش از ۷۰ psi باشد، ۱۰% بیشتر در نظر می گیرند (اما در مبحث ۱۴ مقررات ملی ساختمان، نقطهی تنظیم شیر اطمینان را حداکثر فشار کاری دیگ ذکر کردهاست). لذا شیرهای اطمینان فقط برای گازها، هوا، بخار و غیره (به استثنای مایعات) به کار برده میشود. این شیرها به طور خودکار از افزایش غیر مجاز فشار بر روی ظروف تحت فشار و سیستم لوله کشی جلوگیری میکنند. همچنین این شیرها دارای گواهینامه بوده که قبل از مصرف باید آنها را حتما بررسی نمود.
لولهی خروجی شیر انبساط مایعات باید بدون هیچ گونه مانع و شیری در سر راه، تا ۳۰ سانتیمتری کف امتداد پیدا کند. همچنین لولهی خروجی شیر اطمینان بخار باید بدون هیچ گونه مانع و شیری به بیرون از فضای موتورخانه منتقل شود. علاوه بر این باید یک صدا خفه کن روی لوله خروجی بخار شیر نصب شود و امتداد لوله خروجی تا ۳۰ سانتیمتری کف امتداد یابد. شیر اطمینان باید بدون هیچ گونه شیر و مانعی مستقیما به دیگ وصل شود. حداقل ظرفیت تخلیهی شیر اطمینان باید برابر حداکثر ظرفیت دیگ باشد. نقطه تنظیم شیر اطمینان در صورتی که حداکثر فشار کاری کمتر یا مساوی ۷۰ psi باشد، ۵ psi بیشتر در نظر گرفته می شود و اگر حداکثر فشار بیش از ۷۰ psi باشد، ۱۰% بیشتر در نظر می گیرند (اما در مبحث ۱۴ مقررات ملی ساختمان، نقطهی تنظیم شیر اطمینان را حداکثر فشار کاری دیگ ذکر کردهاست). لذا شیرهای اطمینان فقط برای گازها، هوا، بخار و غیره (به استثنای مایعات) به کار برده میشود. این شیرها به طور خودکار از افزایش غیر مجاز فشار بر روی ظروف تحت فشار و سیستم لوله کشی جلوگیری میکنند. همچنین این شیرها دارای گواهینامه بوده که قبل از مصرف باید آنها را حتما بررسی نمود.
 سیستم های کنترل فشار
سیستم های کنترل فشار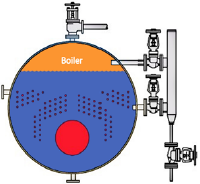


 همچنین ممکن است از نظر مکانی، موتورخانه در زیر زمین، کف و یا در طبقات قرار گیرد. چنانچه موتورخانه در زیر زمین واقع شود، باید نسبت به جلو گیری از امکان آبگرفتگی آن، امکان حمل و نقل دستگاهها و عایق صوتی جدارههای آن توجه کرد. در صورت نصب موتورخانه در طبقات، علاوه بر موارد فوق باید نسبت به میرا کردن ارتعاشات حاصل از دستگاه ها و نیز ایزولاسیون کامل کف تمهیدات لازم اندیشیده شود و نیز طراحی مناسب در سازهی ساختمان که قادر به تحمل وزن دستگاهها باشد.
همچنین ممکن است از نظر مکانی، موتورخانه در زیر زمین، کف و یا در طبقات قرار گیرد. چنانچه موتورخانه در زیر زمین واقع شود، باید نسبت به جلو گیری از امکان آبگرفتگی آن، امکان حمل و نقل دستگاهها و عایق صوتی جدارههای آن توجه کرد. در صورت نصب موتورخانه در طبقات، علاوه بر موارد فوق باید نسبت به میرا کردن ارتعاشات حاصل از دستگاه ها و نیز ایزولاسیون کامل کف تمهیدات لازم اندیشیده شود و نیز طراحی مناسب در سازهی ساختمان که قادر به تحمل وزن دستگاهها باشد.
 از آنجایی که در موتورخانههای بخار معمولاً دیاریتورها (واحد هوازدایی) در ارتفاع قرار میگیرند؛ بنابراین ارتفاع ۵ تا ۶ متر و حتی بیشتر مناسب خواهد بود. در موتورخانهها اغلب غیر از دیگ، تجهیزات دیگری مانند دیاریتور، مخزن کندانس، سختی گیر، مبدلها، پمپها، مخزن روزانه سوخت، تابلوی برق، کمپرسور، هواساز و انبار مواد و حتی چیلر ممکن است وجود داشتهباشند. در این صورت باید جهت تعویض، تعمیرات، سرویسها و حمل و نقل آنها فضای لازم و فواصل مناسب را انتخاب نمود.
در مرکز تحقیقات و تعلیمات فنی و بهداشت کار که زیر نظر وزارت کار، تعاون و رفاه اجتماعی اداره میشود، بازرسی فنی تجهیزات از قبیل آسانسور، جرثقیل، لیفتراک و … مورد بررسی قرار میگیرد. به منظور کسب اطلاعات بیشتر در ارتباط با بازرسی فنی تجهیزات میتوانید به صفحهی اختصاصی سایت مادکو مراجعه فرمایید.
از آنجایی که در موتورخانههای بخار معمولاً دیاریتورها (واحد هوازدایی) در ارتفاع قرار میگیرند؛ بنابراین ارتفاع ۵ تا ۶ متر و حتی بیشتر مناسب خواهد بود. در موتورخانهها اغلب غیر از دیگ، تجهیزات دیگری مانند دیاریتور، مخزن کندانس، سختی گیر، مبدلها، پمپها، مخزن روزانه سوخت، تابلوی برق، کمپرسور، هواساز و انبار مواد و حتی چیلر ممکن است وجود داشتهباشند. در این صورت باید جهت تعویض، تعمیرات، سرویسها و حمل و نقل آنها فضای لازم و فواصل مناسب را انتخاب نمود.
در مرکز تحقیقات و تعلیمات فنی و بهداشت کار که زیر نظر وزارت کار، تعاون و رفاه اجتماعی اداره میشود، بازرسی فنی تجهیزات از قبیل آسانسور، جرثقیل، لیفتراک و … مورد بررسی قرار میگیرد. به منظور کسب اطلاعات بیشتر در ارتباط با بازرسی فنی تجهیزات میتوانید به صفحهی اختصاصی سایت مادکو مراجعه فرمایید.
 مولد بخار و لوازم مربوطه باید طوری طراحی و ساخته شوند که اولاً برای کار مورد نظر مناسب بوده و ثانیاً دارای مقاومت کافی در مقابل فشارهای داخلی که تحت آن قرار خواهند گرفت، باشند. علاوه بر مولد بخار، لوازم و اتصالات مربوطه نیز باید از مصالح مناسب و مرغوب و بدون عیب و با وزن و ضخامت کافی برطبق مشخصات فنی و استانداردهای شناخته شده و معتبر ساخته شدهباشند. لذا بر طبق استاندارد (¬¬ASME (Section VIII و استاندارد ملی ایران به شماره ۴۲۳۱ مشخصات فلزات به ﻛار رفته در بدنه و شبکهی دیگ بخار در جدول فلزات (DIN 17155) از نـوع ورق آلیاژی ۱۷MN4 می باشد که شامل عناصر ذیل است:
مولد بخار و لوازم مربوطه باید طوری طراحی و ساخته شوند که اولاً برای کار مورد نظر مناسب بوده و ثانیاً دارای مقاومت کافی در مقابل فشارهای داخلی که تحت آن قرار خواهند گرفت، باشند. علاوه بر مولد بخار، لوازم و اتصالات مربوطه نیز باید از مصالح مناسب و مرغوب و بدون عیب و با وزن و ضخامت کافی برطبق مشخصات فنی و استانداردهای شناخته شده و معتبر ساخته شدهباشند. لذا بر طبق استاندارد (¬¬ASME (Section VIII و استاندارد ملی ایران به شماره ۴۲۳۱ مشخصات فلزات به ﻛار رفته در بدنه و شبکهی دیگ بخار در جدول فلزات (DIN 17155) از نـوع ورق آلیاژی ۱۷MN4 می باشد که شامل عناصر ذیل است:
 کد استانداردهای تعیینشده برای جنس ساختهشده در هر قسمت از بدنهی دیگ بخار، به شرح زیر هستند:
جنس بدنه: ۱۷MN4 – DIN17155
جنس ورقهای نگهدارندهی لولهها (تیوب شیتها): ۱۷MN4 – DIN17155
جنس کوره: ۱۷MN4 – DIN17155
جنس لوله¬ها: DIN17175 – 8 .ST35
جنس الکترود: ۷۰۱۸ & 6010
از آنجایی که نوع و فرآیند جوشکاری در ساخت ظروف تحت فشار به خصوص دیگهای بخار، به دلیل نوسانات دمایی قابل توجه و اهمیت است؛ بنابراین توجه به استاندارد تعیینشدهی جوشکاری برای این ظروف مورد تأکید است. فرآیند جوشکاری، مطابق با استانداردهای بین المللی EN288-2 & EN288 3 تحت نظارت بازرس فنی، طبق WPSهای تأیید شده و با الکترودهای مخصوص ۷۰۱۸ و تکنولوژی جوشکاری زیر پودری Submerged Arc Welding (SAW) انجام می شوند. WPS اصطلاح Welding Procedure Specification میباشد و هدف از نوشتن آن، تعریف و بسط متغیرهای جوشکاری، جهت انجام صحیح و رعایت اصول استاندارد و مشخص کردن جزئیات فرآیند جوشکاری یک قطعه یا مادهی موردنظر است. برای نوشتن WPS از استانداردهای ASME IX و ASME II استفاده میشود. در جدول ذیل استانداردها و کدهای هر جنس بکار رفته در مخازن تحت فشار ذکر شدهاست. لازم به ذکر است تهیهی دستورالعمل جوشکاری (WPS) و تایید آن (PQR) و تایید صلاحیت جوشکاران (WPQ) Welding Performance Qualification از مهم ترین فعالیتهای یک پروژهی جوشکاری است که بر اساس کدها و استانداردهایی چون API 1104 و ASME SEC IX (9)، AWS D1 1 انجام میگیرد:
کد استانداردهای تعیینشده برای جنس ساختهشده در هر قسمت از بدنهی دیگ بخار، به شرح زیر هستند:
جنس بدنه: ۱۷MN4 – DIN17155
جنس ورقهای نگهدارندهی لولهها (تیوب شیتها): ۱۷MN4 – DIN17155
جنس کوره: ۱۷MN4 – DIN17155
جنس لوله¬ها: DIN17175 – 8 .ST35
جنس الکترود: ۷۰۱۸ & 6010
از آنجایی که نوع و فرآیند جوشکاری در ساخت ظروف تحت فشار به خصوص دیگهای بخار، به دلیل نوسانات دمایی قابل توجه و اهمیت است؛ بنابراین توجه به استاندارد تعیینشدهی جوشکاری برای این ظروف مورد تأکید است. فرآیند جوشکاری، مطابق با استانداردهای بین المللی EN288-2 & EN288 3 تحت نظارت بازرس فنی، طبق WPSهای تأیید شده و با الکترودهای مخصوص ۷۰۱۸ و تکنولوژی جوشکاری زیر پودری Submerged Arc Welding (SAW) انجام می شوند. WPS اصطلاح Welding Procedure Specification میباشد و هدف از نوشتن آن، تعریف و بسط متغیرهای جوشکاری، جهت انجام صحیح و رعایت اصول استاندارد و مشخص کردن جزئیات فرآیند جوشکاری یک قطعه یا مادهی موردنظر است. برای نوشتن WPS از استانداردهای ASME IX و ASME II استفاده میشود. در جدول ذیل استانداردها و کدهای هر جنس بکار رفته در مخازن تحت فشار ذکر شدهاست. لازم به ذکر است تهیهی دستورالعمل جوشکاری (WPS) و تایید آن (PQR) و تایید صلاحیت جوشکاران (WPQ) Welding Performance Qualification از مهم ترین فعالیتهای یک پروژهی جوشکاری است که بر اساس کدها و استانداردهایی چون API 1104 و ASME SEC IX (9)، AWS D1 1 انجام میگیرد:
 پس از نصب دیگ روی شاسی و مونتاژ جعبه دودها، کلیه سطوح خارجی پس از سند بلاست با لایهای از ضد زنگ نسوز پوشش داده میشود و سپس عایق کاری آن توسط پشم سنگ با ضخامتی حداقل برابر ۵۰ میلیمتر با لایهای از ورق محافظ صورت میپذیرد. پس از پایان این مراحل، بخشهای مختلف توسط واحدهای کنترل کیفی مورد بازرسی دقیق قرار میگیرند و تاییدیه لازم را دریافت مینمایند. در نصب دیگهای بخار با اندازههای متفاوت، نقشهی موتورخانه باید بر مبنای طول و ارتفاع بزرگترین دیگ بخار باشد. ارتفاع موتورخانه نیز باید بر طبق قوانین موجود در مقررات ملی ساختمان (مبحث چهاردهم) تعیین شود که در ادامه مبحث به طور کامل توضیح داده میشود. در مواردی که کمبود فضا وجود دارد، پیشنهاد میشود حتما با متخصصان شرکت مادکو مشورت شود.
پس از نصب دیگ روی شاسی و مونتاژ جعبه دودها، کلیه سطوح خارجی پس از سند بلاست با لایهای از ضد زنگ نسوز پوشش داده میشود و سپس عایق کاری آن توسط پشم سنگ با ضخامتی حداقل برابر ۵۰ میلیمتر با لایهای از ورق محافظ صورت میپذیرد. پس از پایان این مراحل، بخشهای مختلف توسط واحدهای کنترل کیفی مورد بازرسی دقیق قرار میگیرند و تاییدیه لازم را دریافت مینمایند. در نصب دیگهای بخار با اندازههای متفاوت، نقشهی موتورخانه باید بر مبنای طول و ارتفاع بزرگترین دیگ بخار باشد. ارتفاع موتورخانه نیز باید بر طبق قوانین موجود در مقررات ملی ساختمان (مبحث چهاردهم) تعیین شود که در ادامه مبحث به طور کامل توضیح داده میشود. در مواردی که کمبود فضا وجود دارد، پیشنهاد میشود حتما با متخصصان شرکت مادکو مشورت شود.
 دستگاه باید به طور اطمینان بخش و پایدار به اجزای سازهی ساختمان مهار شود.
اگر دستگاه لرزش داشته باشد، باید زیرپایههای آن لرزه گیر مناسب در برابر لرزش دستگاه نصب شود.
اتاقی که دستگاه در آن نصب میشود، باید دارای کفشوی باشد و دهانهای مناسب برای تخلیه آب بویلر وجود داشتهباشد.
به منظور بازرسی، سرویس، تعمیر، تعویض و مشاهده لوازم اندازهگیری، باید در اطراف دستگاه فاصله کافی پیشبینی شود.
راه عبور بدون مانع در اطراف دستگاه نباید از ۵۰ سانتیمترکمتر باشد.
فاصله بالای مولد بخار آب گرم، از نوع یک پارچه، بدون دریچهی آدم رو روی پوستهی بالای آن، با ظرفیتی کمتر از یکی از مقادیر ۱۲۵۰۰۰۰ Kcal/h، ۵۰۰۰۰۰۰ BTU /h از سقف نباید کمتر از ۶۰ cm باشد.
فاصله بالای مولد آب گرم یا بخار، با دریچهی آدم رو روی پوسته بالای آن، با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار، با ظرفیتی بیشتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۲۱۵ cm باشد.
دستگاه باید به طور اطمینان بخش و پایدار به اجزای سازهی ساختمان مهار شود.
اگر دستگاه لرزش داشته باشد، باید زیرپایههای آن لرزه گیر مناسب در برابر لرزش دستگاه نصب شود.
اتاقی که دستگاه در آن نصب میشود، باید دارای کفشوی باشد و دهانهای مناسب برای تخلیه آب بویلر وجود داشتهباشد.
به منظور بازرسی، سرویس، تعمیر، تعویض و مشاهده لوازم اندازهگیری، باید در اطراف دستگاه فاصله کافی پیشبینی شود.
راه عبور بدون مانع در اطراف دستگاه نباید از ۵۰ سانتیمترکمتر باشد.
فاصله بالای مولد بخار آب گرم، از نوع یک پارچه، بدون دریچهی آدم رو روی پوستهی بالای آن، با ظرفیتی کمتر از یکی از مقادیر ۱۲۵۰۰۰۰ Kcal/h، ۵۰۰۰۰۰۰ BTU /h از سقف نباید کمتر از ۶۰ cm باشد.
فاصله بالای مولد آب گرم یا بخار، با دریچهی آدم رو روی پوسته بالای آن، با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار با ظرفیتی کمتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۹۰ cm باشد.
فاصله بالای مولد بخار پرفشار، با ظرفیتی بیشتر از یکی از مقادیر مندرج در بند ۱۰ از سقف نباید کمتر از ۲۱۵ cm باشد.
 در صورت استفاده از سوخت گازی، استفاده از یک آشکارساز گاز که به یک فن و نیز یک آژیر متصل شده باشد ضروری است. همچنین آشکارساز گاز CO در موتورخانهها لازم بوده و این آشکار ساز باید با فن مکنده و آژیر، متصل شدهباشد.
در صورت استفاده از سوخت گازی، استفاده از یک آشکارساز گاز که به یک فن و نیز یک آژیر متصل شده باشد ضروری است. همچنین آشکارساز گاز CO در موتورخانهها لازم بوده و این آشکار ساز باید با فن مکنده و آژیر، متصل شدهباشد.
 اما اگر این جرقه تحت هر شرایطی نتواند شعله ایجاد کند، حسگر نوری UV که در مدار وجود دارد، مشعل را مجددا تنظیم مینماید؛ چون در غیر اینصورت گاز در محفظه جمع میشود که بسیار خطرناک است.
اما اگر این جرقه تحت هر شرایطی نتواند شعله ایجاد کند، حسگر نوری UV که در مدار وجود دارد، مشعل را مجددا تنظیم مینماید؛ چون در غیر اینصورت گاز در محفظه جمع میشود که بسیار خطرناک است.
 شکل بالا دیاگرام سادهی یک سیستم تولید بخار را نشان میدهد. همان طور که مشاهده میشود، ابتدا آب خام وارد سختیگیر شده و پس از آنکه سختی آن گرفته شد به داخل مخزن کندانس میرود و با آب کندانس حاصل از تقطیر بخار برگشتی مخلوط شده وکمی گرم میشود و برای گاززدایی و گرم شدن توسط پمپ کندانس به داخل دیاریتور هدایت می شود و سپس توسط پمپ تغذیهی دیگ به داخل دیگ میرود و پس از تبدیل شدن به بخار به کلکتور اصلی بخار رفته و یک خط از آن به دیاریتور و مخزن آن میرود. بعد از آبگیری سیستم و روشن شدن دیگ و تولید بخار، سطح آب داخل دیگ (دیگ ها) کاهش مییابد. طبق سازوکار کنترلی سیستم، روی هریک از دیگها، مخزن کندانس و مخزن پیشگرمکن دیاریتور یک کنترل کنندهی سطح آب وجود دارد. با کاهش سطح آب دیگ، کنترل کننده سطح آب دیگ فرمان آبگیری دیگ را توسط پمپ تغذیه میدهد. پس از روشن شدن پمپ فوق، در این هنگام سطح آب مخزن تغذیه دیگ کاهش یافته و کنترل کننده سطح آب آن فرمان آبگیری به پمپ کندانس را میدهد. پس از روشن شدن پمپ کندانس، سطح آب مخزن کندانس کاهش یافته و کنترل کنندهی سطح آب آن فرمان به شیر برقی (پنوماتیکی) سختیگیر را میدهد و آب نرم خروجی از سختی گیر به مخزن کندانس میریزد. در ضمن برای جلوگیری از افزایش بیش از حد آب مخزن پیشگرمکن دیگ و متعاقبا جلوگیری از پدیدهی کاویتاسیون در پمپهای تغذیه، باید دمای آب مخزن فوق، در یک محدوده مناسب باشد (حداکثر ۸۰ درجهی سانتیگراد). بنابراین لولهی بخاری که به دیاریتور و مخزن تغذیهی دیگ میرود ابتدا توسط یک شیر کاهندهی فشار، فشار آن تا حدود ۰٫۵ بار شکسته می شود و همچنین توسط یک شیر ترموستاتیک که حسگر آن در داخل مخزن پیش گرم قرار دارد، دبی بخار و متعاقبا دمای آب پیشگرم کنترل میشود.
شکل بالا دیاگرام سادهی یک سیستم تولید بخار را نشان میدهد. همان طور که مشاهده میشود، ابتدا آب خام وارد سختیگیر شده و پس از آنکه سختی آن گرفته شد به داخل مخزن کندانس میرود و با آب کندانس حاصل از تقطیر بخار برگشتی مخلوط شده وکمی گرم میشود و برای گاززدایی و گرم شدن توسط پمپ کندانس به داخل دیاریتور هدایت می شود و سپس توسط پمپ تغذیهی دیگ به داخل دیگ میرود و پس از تبدیل شدن به بخار به کلکتور اصلی بخار رفته و یک خط از آن به دیاریتور و مخزن آن میرود. بعد از آبگیری سیستم و روشن شدن دیگ و تولید بخار، سطح آب داخل دیگ (دیگ ها) کاهش مییابد. طبق سازوکار کنترلی سیستم، روی هریک از دیگها، مخزن کندانس و مخزن پیشگرمکن دیاریتور یک کنترل کنندهی سطح آب وجود دارد. با کاهش سطح آب دیگ، کنترل کننده سطح آب دیگ فرمان آبگیری دیگ را توسط پمپ تغذیه میدهد. پس از روشن شدن پمپ فوق، در این هنگام سطح آب مخزن تغذیه دیگ کاهش یافته و کنترل کننده سطح آب آن فرمان آبگیری به پمپ کندانس را میدهد. پس از روشن شدن پمپ کندانس، سطح آب مخزن کندانس کاهش یافته و کنترل کنندهی سطح آب آن فرمان به شیر برقی (پنوماتیکی) سختیگیر را میدهد و آب نرم خروجی از سختی گیر به مخزن کندانس میریزد. در ضمن برای جلوگیری از افزایش بیش از حد آب مخزن پیشگرمکن دیگ و متعاقبا جلوگیری از پدیدهی کاویتاسیون در پمپهای تغذیه، باید دمای آب مخزن فوق، در یک محدوده مناسب باشد (حداکثر ۸۰ درجهی سانتیگراد). بنابراین لولهی بخاری که به دیاریتور و مخزن تغذیهی دیگ میرود ابتدا توسط یک شیر کاهندهی فشار، فشار آن تا حدود ۰٫۵ بار شکسته می شود و همچنین توسط یک شیر ترموستاتیک که حسگر آن در داخل مخزن پیش گرم قرار دارد، دبی بخار و متعاقبا دمای آب پیشگرم کنترل میشود.
 علاوه براین، قوانین هر کشوری نیز ممکن است تغییراتی در آن ایجاد نماید. بنابراین مالک یا استفادهکننده از مولد بخار باید به تمامی این الزامات آگاهی کامل داشتهباشد. کلیهی بازرسان باید قبل از شروع عملیات بازرسی، گزارش بازرسی قبلی و هرگونه پروندهی مربوط را مطالعه نمایند. عملیات بازرسی شامل یک بررسی کلی و تحلیل سمت خشک (داخل کوره) و سمت تر (داخل مولد بخار) است. همچنین بازرسی ممکن است شامل بررسی اکونومایزرها، گرمکنهای خط تغذیهی آب ورودی، دیارتیورها و … باشد. بازرسان در طی عملیات بازرسی به دنبال نشانهای از خوردگی، نشتی و ترک، رسوبات و سایر صدمات وارده به مولد بخار هستند. ایشان موظف به تهیه عکس از ایرادات بالقوه و بالفعل بوده و باید تمامی آن را در گزارش خود منعکس نمایند. همچنین بازرسان باید از صحت عملکرد و ایمنی مولد بخار نیز اطمینان حاصل نمایند. در این قسمت به بندهای مربوط به بازرسی مخازن، ذکر شده در آییننامهی حفاظتی وزارت تعاون، کار و رفاه اجتماعی اشاره شدهاست:
هر مولد بخار باید دارای گواهینامهای که شامل کلیهی مدارک و مشخصات فنی که از طرف سازنده به کار رفته باشد و همچنین محاسبات فنی و ابعاد و اطلاعاتی که با لوحهی شناسایی دیگ تطبیق نماید در آن ذکر شدهباشد.
گواهینامهی دیگ در ماده ۶ باید شامل کلیهی آزمایشهای مخرب و غیرمخرب که در حین ساخت مولد بخار روی مصالح و خود آن به عمل آمدهاست، باشد.
گواهینامهی مذکور باید در تمام مدت در کارخانه نگهداری و در صورت مطالبهی بازرسان کار ارائه شود.
مولد بخار باید از داخل و خارج به وسیلهی بازرسانی که از طرف مقام صلاحیت دار اجازه داشتهباشند، به ترتیب زیر بازرسی شود:
درحین ساخت
بعد از نصب و قبل از آن که به کار انداخته شود
پس از هر نوع تعمیر اساسی یا قبل از راه اندازی مجدد
در فواصل کمتر از ۱۲ ماه
هر زمان که از طرف مقام صلاحیت دار دستور بازرسی داخلی مولد بخار صادر شود مالک یا بهره بردار موظف است برای موعد تعیین شده، دستگاه را سرد، تخلیه، باز و شستشو نماید.
در مورد مولدهای بخار با اجاق داخلی لازم است برای تسهیل عمل بازرسی، قطعات شبکه و همچنین مقداری از آجرهای نسوز دور دهانه و قطعات دیگری که مزاحم بازرسی مورد نظر باشد، برداشته شود.
برای آزمایش آب سرد (هیدرواستاتیک) فشار آزمایش نباید از یک برابر و نیم حداکثر فشار موثر مجاز مولد بخار تجاوز نماید و این آزمایش طبق ترتیباتی که از طرف مقام صلاحیت دار داده میشود، میبایست صورت گیرد. علاوه بر آزمایش هیدرواستاتیک لازم است قسمتهایی که در آنها قطعات تقویتی جوشکاری شده و در این آزمایش معایب آنها معمولاً ظاهر نمیشود، از طریق سوراخهایی که به این منظور در قطعات تقویتی تعبیه شده، آزمایش لازم به عمل آید.
برای آزمایش هیدرواستاتیک لازم است سوپاپهای اطمینان برداشته شود و محل آنها به وسیلهی در پوش با مقاومت کافی مسدود شود.
پس از آزمایش آب سرد طبق ماده ۱۲سوپاپهای اطمینان را باید مجدداً سوار نموده، دستگاه را با فشار عادی مربوطه برای مطمئن شدن از صحت کار سوپاپهای اطمینان آزمایش نمود.
چنانچه در اثر بازرسی معلوم شود که به کار انداختن دستگاه، قابل اطمینان نیست و یا آنکه دستگاه مجهز به لوازم حفاظتی کامل نبوده و یا این لوازم به نحوی صحیح تنظیم و ترتیب داده نشده، تا زمانی که نقصهای مشخص شده مرتفع نشود، به کار انداختن دستگاه ممنوع خواهد بود.
در صورتی که در خلال بازرسی معایب و فرسودگیهایی مشاهده گردد که احتمال انفجار دستگاه مطرح باشد، لازم است فشار مجاز دستگاه را به حد کافی تقلیل دهند تا از امکان خطر احتمالی جلوگیری شود و این تقلیل فشار باید با رعایت مدت کارکرد و میزان فرسودگی دستگاه تعیین شود.
علاوه براین، قوانین هر کشوری نیز ممکن است تغییراتی در آن ایجاد نماید. بنابراین مالک یا استفادهکننده از مولد بخار باید به تمامی این الزامات آگاهی کامل داشتهباشد. کلیهی بازرسان باید قبل از شروع عملیات بازرسی، گزارش بازرسی قبلی و هرگونه پروندهی مربوط را مطالعه نمایند. عملیات بازرسی شامل یک بررسی کلی و تحلیل سمت خشک (داخل کوره) و سمت تر (داخل مولد بخار) است. همچنین بازرسی ممکن است شامل بررسی اکونومایزرها، گرمکنهای خط تغذیهی آب ورودی، دیارتیورها و … باشد. بازرسان در طی عملیات بازرسی به دنبال نشانهای از خوردگی، نشتی و ترک، رسوبات و سایر صدمات وارده به مولد بخار هستند. ایشان موظف به تهیه عکس از ایرادات بالقوه و بالفعل بوده و باید تمامی آن را در گزارش خود منعکس نمایند. همچنین بازرسان باید از صحت عملکرد و ایمنی مولد بخار نیز اطمینان حاصل نمایند. در این قسمت به بندهای مربوط به بازرسی مخازن، ذکر شده در آییننامهی حفاظتی وزارت تعاون، کار و رفاه اجتماعی اشاره شدهاست:
هر مولد بخار باید دارای گواهینامهای که شامل کلیهی مدارک و مشخصات فنی که از طرف سازنده به کار رفته باشد و همچنین محاسبات فنی و ابعاد و اطلاعاتی که با لوحهی شناسایی دیگ تطبیق نماید در آن ذکر شدهباشد.
گواهینامهی دیگ در ماده ۶ باید شامل کلیهی آزمایشهای مخرب و غیرمخرب که در حین ساخت مولد بخار روی مصالح و خود آن به عمل آمدهاست، باشد.
گواهینامهی مذکور باید در تمام مدت در کارخانه نگهداری و در صورت مطالبهی بازرسان کار ارائه شود.
مولد بخار باید از داخل و خارج به وسیلهی بازرسانی که از طرف مقام صلاحیت دار اجازه داشتهباشند، به ترتیب زیر بازرسی شود:
درحین ساخت
بعد از نصب و قبل از آن که به کار انداخته شود
پس از هر نوع تعمیر اساسی یا قبل از راه اندازی مجدد
در فواصل کمتر از ۱۲ ماه
هر زمان که از طرف مقام صلاحیت دار دستور بازرسی داخلی مولد بخار صادر شود مالک یا بهره بردار موظف است برای موعد تعیین شده، دستگاه را سرد، تخلیه، باز و شستشو نماید.
در مورد مولدهای بخار با اجاق داخلی لازم است برای تسهیل عمل بازرسی، قطعات شبکه و همچنین مقداری از آجرهای نسوز دور دهانه و قطعات دیگری که مزاحم بازرسی مورد نظر باشد، برداشته شود.
برای آزمایش آب سرد (هیدرواستاتیک) فشار آزمایش نباید از یک برابر و نیم حداکثر فشار موثر مجاز مولد بخار تجاوز نماید و این آزمایش طبق ترتیباتی که از طرف مقام صلاحیت دار داده میشود، میبایست صورت گیرد. علاوه بر آزمایش هیدرواستاتیک لازم است قسمتهایی که در آنها قطعات تقویتی جوشکاری شده و در این آزمایش معایب آنها معمولاً ظاهر نمیشود، از طریق سوراخهایی که به این منظور در قطعات تقویتی تعبیه شده، آزمایش لازم به عمل آید.
برای آزمایش هیدرواستاتیک لازم است سوپاپهای اطمینان برداشته شود و محل آنها به وسیلهی در پوش با مقاومت کافی مسدود شود.
پس از آزمایش آب سرد طبق ماده ۱۲سوپاپهای اطمینان را باید مجدداً سوار نموده، دستگاه را با فشار عادی مربوطه برای مطمئن شدن از صحت کار سوپاپهای اطمینان آزمایش نمود.
چنانچه در اثر بازرسی معلوم شود که به کار انداختن دستگاه، قابل اطمینان نیست و یا آنکه دستگاه مجهز به لوازم حفاظتی کامل نبوده و یا این لوازم به نحوی صحیح تنظیم و ترتیب داده نشده، تا زمانی که نقصهای مشخص شده مرتفع نشود، به کار انداختن دستگاه ممنوع خواهد بود.
در صورتی که در خلال بازرسی معایب و فرسودگیهایی مشاهده گردد که احتمال انفجار دستگاه مطرح باشد، لازم است فشار مجاز دستگاه را به حد کافی تقلیل دهند تا از امکان خطر احتمالی جلوگیری شود و این تقلیل فشار باید با رعایت مدت کارکرد و میزان فرسودگی دستگاه تعیین شود.
 هر زمانی که سیستم Level Control بـه آن فرمـان دهـد (مدار آن را برقرار نماید)، الکتروپمپ روشن میشود اما به محـض اینکه بـه مرحلـهی سطح تنظﻴمشده رسید، برق آن قطع و متوقف میشود. اما در حالـت دسـتي تـا زمانی ﻛه توان پمپ، فشار لازم را داشتهباشد ﻛار خواهد ﻛرد که به آن هد پمـپ گفته میشود. بنابراﻳن به حالت دستي مقدار فشار داخلی دیگ برابر هد پمپ اﻳجـاد میشود ﻛه به اﻳن حالت تست هیدرولیک میگوﻳند.
هر زمانی که سیستم Level Control بـه آن فرمـان دهـد (مدار آن را برقرار نماید)، الکتروپمپ روشن میشود اما به محـض اینکه بـه مرحلـهی سطح تنظﻴمشده رسید، برق آن قطع و متوقف میشود. اما در حالـت دسـتي تـا زمانی ﻛه توان پمپ، فشار لازم را داشتهباشد ﻛار خواهد ﻛرد که به آن هد پمـپ گفته میشود. بنابراﻳن به حالت دستي مقدار فشار داخلی دیگ برابر هد پمپ اﻳجـاد میشود ﻛه به اﻳن حالت تست هیدرولیک میگوﻳند.
 توجه شود هنگامی که دیگ سرد است نباید با آب داغ پر شود و بالعکس زمانی که بدنه دیگ داغ است هیچ گاه نباید با آب سرد پر شود. این کار بسیار خطر ناک است و ایجاد تنشهای شدیدی در بدنهی دیگ می نماید.
به طور خلاصه روش ﻛار برای آزمایش هیدرواستاتیک به شرح زﻳر است:
دیگ بخار حداقل ۸ ساعت قبل از آزمایش باﻳد از خط تولید خارج شود و آزمایش باﻳـد در حالت سرد انجام شود.
ﻛلیهی منافذ دیگ بخار باﻳد مسدود باشد؛ به طریقی که بیان شد که در مدت آزمـاﻳش ﻛوچکترﻳن افت فشاری ایجاد نشود.
ﻛلیهی قطعات جانبي از قبیل کنترلکنندهها، نشاندهندهها و هدایتکنندهها باید سالم باشند. هرگاه سه مرحلهی فوق اعمال شد و نتیجهی مطلوب به دست آمد، دیگهای بخار از نظر بهرهبرداري مشکلی نخواهند داشت.
توجه شود هنگامی که دیگ سرد است نباید با آب داغ پر شود و بالعکس زمانی که بدنه دیگ داغ است هیچ گاه نباید با آب سرد پر شود. این کار بسیار خطر ناک است و ایجاد تنشهای شدیدی در بدنهی دیگ می نماید.
به طور خلاصه روش ﻛار برای آزمایش هیدرواستاتیک به شرح زﻳر است:
دیگ بخار حداقل ۸ ساعت قبل از آزمایش باﻳد از خط تولید خارج شود و آزمایش باﻳـد در حالت سرد انجام شود.
ﻛلیهی منافذ دیگ بخار باﻳد مسدود باشد؛ به طریقی که بیان شد که در مدت آزمـاﻳش ﻛوچکترﻳن افت فشاری ایجاد نشود.
ﻛلیهی قطعات جانبي از قبیل کنترلکنندهها، نشاندهندهها و هدایتکنندهها باید سالم باشند. هرگاه سه مرحلهی فوق اعمال شد و نتیجهی مطلوب به دست آمد، دیگهای بخار از نظر بهرهبرداري مشکلی نخواهند داشت.
 با قرار دادن Probe بر روی نقاط، عدد نمایش دادهشده بر روی صفحهی نشاندهنده را میخوانند که بیانگر ضخامت است (حساسیت این دستگاه تا یک دهم میلیمتر است). اساس دستگاه آلتراسونیک پخش فرکانسهای ما فوق صوت و غیرقابل شنیدن است که با انعکاس (برگشت) این فرکانسها توسط Probe در دستگاه تبدیل به یک دادهی الکتریکی میشود که با تغییرات جریان الکتریکی، میزان ضخامت فلز اندازهگیری میشود. خطای این دستگاه بسیار پایین است و مطمئن عمل مینماید. دستگاه ضخامتسنجی با باطریهای قابل شارژ کار میکند. در روش Ultrasonic Testing (UT) امواج ما فوق صوت با فرﻛانسهای بالا به درون قطعه فرستاده ميشوند. اﻳن امواج در مواد (قطعات) با دانهبندي رﻳز ميتوانند مسافت زیادی را طي ﻛنند. فرﻛانس مورد استفاده بین ۰٫۱ تا ۲۵ مگاهرتز است. سرعت صوت در جامدات معمولا بین ۱۰۰۰ تا ۶۰۰۰ متر بر ثانیه است. به اﻳن ترتیب طول موج صوت مورد استفاده ميتواند بین ۰٫۱ تا ۱۰ میلیمتر باشد. روش ﻛار معمولا به این صورت است ﻛه با قرار دادن پراب (میلهی حسگر) بر روي قطعهی ﻛار، امواج صوتي به درون آن فرستاده میشود ﻛه در صورت وجود عیب در داخل قطعه (به علت تغییر امپدانس) موجب انعکاس بخشی از کل امواج میشود. انعکاسهای پالس فرستاده شده، بر روي صفحه (CRT) نماﻳش داده میشود و با کالیبره نمودن صفحه CRT بر حسب یک پالس مرجع که معمولا انعکاس از دﻳوار پشت قطعه و یا سطح منعکس کننده میباشد، مي توان فاصلهی عیب از سطح قطعه را مشخص نمود. ﻛاربرد این دستگاه در صنایع لوله سازی، هوافضا، کشتی سازی و غیره نیز میباشد. اگر ضخامت در حد استاندارد باشد، اجازهی استفاده از دیگ بخار داده میشود. در صورتی که کمی زیر حد استاندارد باشد مجوز استفاده از دیگ صادر میشود، منوط به اینکه در فشار تعیینشده توسط کارشناسان شرکت مسئول از دیگ بهرهبرداری شود و تا ضخامتسنجی نوبت بعدی اجازه کار داده میشود و چنانچه زیر حد استاندارد باشد، مجوز ادامه کار داده نمیشود تا اینکه قسمتهای ضعیف اقدام به تعویض و تعمیر شوند. طبق استاندارد ASME میزان کاهش ضخامت تا ۰٫۱۲۵ اینچ، حدود سه میلیمتر مجاز است. در بهرهبرداری از دیگ آزمایششده، ۳/۲ از فشار قابل قبول را به دیگ بخار اعمال می نماییم و این فشار به این روش محاسبه ميشود که ضخامت ورق ضرب در مقاومت ورق، تقسیم بر شعاع دیگ بخار برابر با فشار قابل تحمل است.
با قرار دادن Probe بر روی نقاط، عدد نمایش دادهشده بر روی صفحهی نشاندهنده را میخوانند که بیانگر ضخامت است (حساسیت این دستگاه تا یک دهم میلیمتر است). اساس دستگاه آلتراسونیک پخش فرکانسهای ما فوق صوت و غیرقابل شنیدن است که با انعکاس (برگشت) این فرکانسها توسط Probe در دستگاه تبدیل به یک دادهی الکتریکی میشود که با تغییرات جریان الکتریکی، میزان ضخامت فلز اندازهگیری میشود. خطای این دستگاه بسیار پایین است و مطمئن عمل مینماید. دستگاه ضخامتسنجی با باطریهای قابل شارژ کار میکند. در روش Ultrasonic Testing (UT) امواج ما فوق صوت با فرﻛانسهای بالا به درون قطعه فرستاده ميشوند. اﻳن امواج در مواد (قطعات) با دانهبندي رﻳز ميتوانند مسافت زیادی را طي ﻛنند. فرﻛانس مورد استفاده بین ۰٫۱ تا ۲۵ مگاهرتز است. سرعت صوت در جامدات معمولا بین ۱۰۰۰ تا ۶۰۰۰ متر بر ثانیه است. به اﻳن ترتیب طول موج صوت مورد استفاده ميتواند بین ۰٫۱ تا ۱۰ میلیمتر باشد. روش ﻛار معمولا به این صورت است ﻛه با قرار دادن پراب (میلهی حسگر) بر روي قطعهی ﻛار، امواج صوتي به درون آن فرستاده میشود ﻛه در صورت وجود عیب در داخل قطعه (به علت تغییر امپدانس) موجب انعکاس بخشی از کل امواج میشود. انعکاسهای پالس فرستاده شده، بر روي صفحه (CRT) نماﻳش داده میشود و با کالیبره نمودن صفحه CRT بر حسب یک پالس مرجع که معمولا انعکاس از دﻳوار پشت قطعه و یا سطح منعکس کننده میباشد، مي توان فاصلهی عیب از سطح قطعه را مشخص نمود. ﻛاربرد این دستگاه در صنایع لوله سازی، هوافضا، کشتی سازی و غیره نیز میباشد. اگر ضخامت در حد استاندارد باشد، اجازهی استفاده از دیگ بخار داده میشود. در صورتی که کمی زیر حد استاندارد باشد مجوز استفاده از دیگ صادر میشود، منوط به اینکه در فشار تعیینشده توسط کارشناسان شرکت مسئول از دیگ بهرهبرداری شود و تا ضخامتسنجی نوبت بعدی اجازه کار داده میشود و چنانچه زیر حد استاندارد باشد، مجوز ادامه کار داده نمیشود تا اینکه قسمتهای ضعیف اقدام به تعویض و تعمیر شوند. طبق استاندارد ASME میزان کاهش ضخامت تا ۰٫۱۲۵ اینچ، حدود سه میلیمتر مجاز است. در بهرهبرداری از دیگ آزمایششده، ۳/۲ از فشار قابل قبول را به دیگ بخار اعمال می نماییم و این فشار به این روش محاسبه ميشود که ضخامت ورق ضرب در مقاومت ورق، تقسیم بر شعاع دیگ بخار برابر با فشار قابل تحمل است.

 لوحهی شناسایی باید در جلوی دیگ و یا در محلی که به سهولت قابل رویت باشد نصب شود و علاوه بر این، مشخصات مندرج در لوحهی شناسایی، باید در محل مناسب دیگری نظیر اطراف دریچه آدم رو حک شود.
نویسندگان محتوا:
محسن اسدیان
علی اکبر ایمانی
لوحهی شناسایی باید در جلوی دیگ و یا در محلی که به سهولت قابل رویت باشد نصب شود و علاوه بر این، مشخصات مندرج در لوحهی شناسایی، باید در محل مناسب دیگری نظیر اطراف دریچه آدم رو حک شود.
نویسندگان محتوا:
محسن اسدیان
علی اکبر ایمانی
